
2.2: Pioneros de la Calidad
- Page ID
- 53141

Las técnicas de gestión de buena calidad son tan numerosas y variadas como los tipos de empresas biotecnológicas que las utilizan. La mayoría de las empresas se inclinarán hacia una filosofía de calidad 'favorecida', pero pocas confían en una sola. Es mucho mejor sacar del pensamiento de varias escuelas. Presentaremos a continuación algunos de los principales contribuyentes al campo de la calidad. ¡Te animamos a investigar más sobre los interesantes antecedentes de estos pioneros!
Dr. Walter Shewhart (1891-1967)
El Dr. Walter Shewhart desarrolló métodos estadísticos que se aplican para mejorar los procesos de calidad que brindan tanto bienes como servicios. Mientras estuvo en los Laboratorios Bell, el Dr. Shewhart fue el primero en incentivar el uso de estadísticas para identificar, monitorear y determinar la fuente de variación que se encuentra en los procesos repetitivos. Su trabajo consistió en apuntar y eliminar fuentes de variación.
El Dr. Shewhart reconoció dos fuentes de variación en un proceso: la variación controlada y la incontrolada. La variación controlada es interna al proceso y también se conoce como causas comunes. En una variación incontrolada, la fuente es externa al proceso y se conoce como causas asignables. El Dr. Shewhart creía que una vez que un proceso está bajo control, el proceso es predecible.
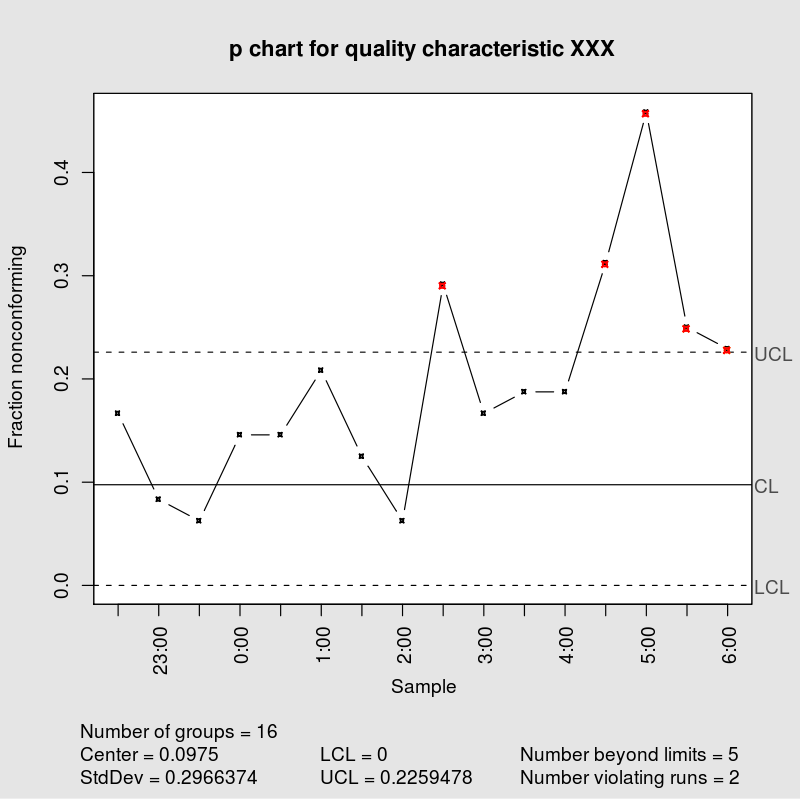
La contribución más influyente del Dr. Shewhart son las gráficas estadísticas de control de procesos. Estos gráficos proporcionan un marco para monitorear el comportamiento de un proceso de fabricación y proporcionan retroalimentación para ayudar a una organización a mejorar el proceso. En la figura 2.1 hay un gráfico p que rastrea el número de unidades no conformes en una muestra. Los puntos rojos indican puntos que están fuera del parámetro de calidad permisible. Para conocer más sobre las siete herramientas básicas de control de calidad: https://en.Wikipedia.org/wiki/Control_chart
Dr. W. Deming (1901-1993)
El Dr. W. Deming fue una de las figuras preeminentes en la profesión de control de calidad. Deming trabajó como consultor del Departamento de Guerra de Estados Unidos durante la Segunda Guerra Mundial. Después de la guerra, adaptó la técnica que había desarrollado para mejorar la calidad en el Departamento de Guerra a la industria privada. Este método se centra en los controles estadísticos sobre los procesos de fabricación y la cooperación entre la gerencia y la mano Deming consideró que la mayoría de los problemas de calidad fueron generados por la dirección y creó una filosofía para facilitar la mejora de la calidad en una empresa a través de una mejor gestión
La inspección masiva del producto fue reemplazada por métodos estadísticos, una amplia capacitación del personal y la comunicación bidireccional entre los trabajadores y la dirección. Deming presionó por un ambiente de cooperación entre los empleados y la gerencia al aumentar el estatus del empleado a través del fomento de la participación en la resolución de problemas y dando la capacitación para facilitarlo. El Premio W. Edwards Deming a la Calidad es un premio nacional que se entrega anualmente en Japón a la compañía que ha demostrado el mayor esfuerzo de mejora de la calidad y al individuo que ha sido responsable de la mejora de calidad más significativa.
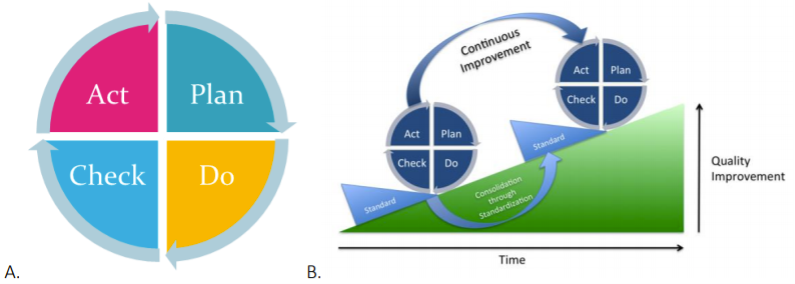
Ciclo Plan-Do-Check-Act
Popularizado por Deming, el Ciclo Plan-Do-Act (PDCA), también conocido como el Ciclo Shewhart, es un proceso de cuatro pasos para mejorar la calidad y puede ser utilizado como modelo para la mejora de un proyecto actual o al iniciar un nuevo proyecto de mejora. El PDCA se basa en el método científico, y una versión actualizada del ciclo a veces incluirá “observación” (OPDCA) por énfasis en el concepto de que la observación es lo que llevó a iniciar el proceso de mejora y es un ciclo para la mejora continua.
- PLAN: El primer paso es elaborar un plan para efectuar mejoras. ¿Cuáles son los objetivos y resultados deseados? ¿Cuáles son los recursos que se pueden utilizar para implementar el plan?
- DO: En el segundo paso (do), se realiza un plan a pequeña escala. Se recogen datos para ver cómo funcionaba el plan.
- CHECK: En el tercer paso (verificación), se evalúa la efectividad de los datos recabados en la fase DO. Aquí es donde se puede realizar un análisis de brechas. Los datos se grafican frecuentemente para el análisis de tendencias.
- ACT: A veces llamado ajustar, el último paso (Acto), se toma una acción para efectuar un cambio en el proceso. ¿Hay alguna disparidad entre el Plan y el Do? El análisis de la causa raíz es útil en esta fase. En este paso, se utiliza lo aprendido para abordar nuevos proyectos de mejora, y el ciclo continúa.
¡Pon a prueba tus conocimientos!
Usando tus resultados/grado de tu primer grado de tarea, crea un Ciclo Plan-Do-Check-Act para mejorar tu enfoque de estudio.