
1.5: Unidad 4: Cabezal de Mandrinado Offset
- Page ID
- 153547
\( \newcommand{\vecs}[1]{\overset { \scriptstyle \rightharpoonup} {\mathbf{#1}} } \)
\( \newcommand{\vecd}[1]{\overset{-\!-\!\rightharpoonup}{\vphantom{a}\smash {#1}}} \)
\( \newcommand{\dsum}{\displaystyle\sum\limits} \)
\( \newcommand{\dint}{\displaystyle\int\limits} \)
\( \newcommand{\dlim}{\displaystyle\lim\limits} \)
\( \newcommand{\id}{\mathrm{id}}\) \( \newcommand{\Span}{\mathrm{span}}\)
( \newcommand{\kernel}{\mathrm{null}\,}\) \( \newcommand{\range}{\mathrm{range}\,}\)
\( \newcommand{\RealPart}{\mathrm{Re}}\) \( \newcommand{\ImaginaryPart}{\mathrm{Im}}\)
\( \newcommand{\Argument}{\mathrm{Arg}}\) \( \newcommand{\norm}[1]{\| #1 \|}\)
\( \newcommand{\inner}[2]{\langle #1, #2 \rangle}\)
\( \newcommand{\Span}{\mathrm{span}}\)
\( \newcommand{\id}{\mathrm{id}}\)
\( \newcommand{\Span}{\mathrm{span}}\)
\( \newcommand{\kernel}{\mathrm{null}\,}\)
\( \newcommand{\range}{\mathrm{range}\,}\)
\( \newcommand{\RealPart}{\mathrm{Re}}\)
\( \newcommand{\ImaginaryPart}{\mathrm{Im}}\)
\( \newcommand{\Argument}{\mathrm{Arg}}\)
\( \newcommand{\norm}[1]{\| #1 \|}\)
\( \newcommand{\inner}[2]{\langle #1, #2 \rangle}\)
\( \newcommand{\Span}{\mathrm{span}}\) \( \newcommand{\AA}{\unicode[.8,0]{x212B}}\)
\( \newcommand{\vectorA}[1]{\vec{#1}} % arrow\)
\( \newcommand{\vectorAt}[1]{\vec{\text{#1}}} % arrow\)
\( \newcommand{\vectorB}[1]{\overset { \scriptstyle \rightharpoonup} {\mathbf{#1}} } \)
\( \newcommand{\vectorC}[1]{\textbf{#1}} \)
\( \newcommand{\vectorD}[1]{\overrightarrow{#1}} \)
\( \newcommand{\vectorDt}[1]{\overrightarrow{\text{#1}}} \)
\( \newcommand{\vectE}[1]{\overset{-\!-\!\rightharpoonup}{\vphantom{a}\smash{\mathbf {#1}}}} \)
\( \newcommand{\vecs}[1]{\overset { \scriptstyle \rightharpoonup} {\mathbf{#1}} } \)
\(\newcommand{\longvect}{\overrightarrow}\)
\( \newcommand{\vecd}[1]{\overset{-\!-\!\rightharpoonup}{\vphantom{a}\smash {#1}}} \)
\(\newcommand{\avec}{\mathbf a}\) \(\newcommand{\bvec}{\mathbf b}\) \(\newcommand{\cvec}{\mathbf c}\) \(\newcommand{\dvec}{\mathbf d}\) \(\newcommand{\dtil}{\widetilde{\mathbf d}}\) \(\newcommand{\evec}{\mathbf e}\) \(\newcommand{\fvec}{\mathbf f}\) \(\newcommand{\nvec}{\mathbf n}\) \(\newcommand{\pvec}{\mathbf p}\) \(\newcommand{\qvec}{\mathbf q}\) \(\newcommand{\svec}{\mathbf s}\) \(\newcommand{\tvec}{\mathbf t}\) \(\newcommand{\uvec}{\mathbf u}\) \(\newcommand{\vvec}{\mathbf v}\) \(\newcommand{\wvec}{\mathbf w}\) \(\newcommand{\xvec}{\mathbf x}\) \(\newcommand{\yvec}{\mathbf y}\) \(\newcommand{\zvec}{\mathbf z}\) \(\newcommand{\rvec}{\mathbf r}\) \(\newcommand{\mvec}{\mathbf m}\) \(\newcommand{\zerovec}{\mathbf 0}\) \(\newcommand{\onevec}{\mathbf 1}\) \(\newcommand{\real}{\mathbb R}\) \(\newcommand{\twovec}[2]{\left[\begin{array}{r}#1 \\ #2 \end{array}\right]}\) \(\newcommand{\ctwovec}[2]{\left[\begin{array}{c}#1 \\ #2 \end{array}\right]}\) \(\newcommand{\threevec}[3]{\left[\begin{array}{r}#1 \\ #2 \\ #3 \end{array}\right]}\) \(\newcommand{\cthreevec}[3]{\left[\begin{array}{c}#1 \\ #2 \\ #3 \end{array}\right]}\) \(\newcommand{\fourvec}[4]{\left[\begin{array}{r}#1 \\ #2 \\ #3 \\ #4 \end{array}\right]}\) \(\newcommand{\cfourvec}[4]{\left[\begin{array}{c}#1 \\ #2 \\ #3 \\ #4 \end{array}\right]}\) \(\newcommand{\fivevec}[5]{\left[\begin{array}{r}#1 \\ #2 \\ #3 \\ #4 \\ #5 \\ \end{array}\right]}\) \(\newcommand{\cfivevec}[5]{\left[\begin{array}{c}#1 \\ #2 \\ #3 \\ #4 \\ #5 \\ \end{array}\right]}\) \(\newcommand{\mattwo}[4]{\left[\begin{array}{rr}#1 \amp #2 \\ #3 \amp #4 \\ \end{array}\right]}\) \(\newcommand{\laspan}[1]{\text{Span}\{#1\}}\) \(\newcommand{\bcal}{\cal B}\) \(\newcommand{\ccal}{\cal C}\) \(\newcommand{\scal}{\cal S}\) \(\newcommand{\wcal}{\cal W}\) \(\newcommand{\ecal}{\cal E}\) \(\newcommand{\coords}[2]{\left\{#1\right\}_{#2}}\) \(\newcommand{\gray}[1]{\color{gray}{#1}}\) \(\newcommand{\lgray}[1]{\color{lightgray}{#1}}\) \(\newcommand{\rank}{\operatorname{rank}}\) \(\newcommand{\row}{\text{Row}}\) \(\newcommand{\col}{\text{Col}}\) \(\renewcommand{\row}{\text{Row}}\) \(\newcommand{\nul}{\text{Nul}}\) \(\newcommand{\var}{\text{Var}}\) \(\newcommand{\corr}{\text{corr}}\) \(\newcommand{\len}[1]{\left|#1\right|}\) \(\newcommand{\bbar}{\overline{\bvec}}\) \(\newcommand{\bhat}{\widehat{\bvec}}\) \(\newcommand{\bperp}{\bvec^\perp}\) \(\newcommand{\xhat}{\widehat{\xvec}}\) \(\newcommand{\vhat}{\widehat{\vvec}}\) \(\newcommand{\uhat}{\widehat{\uvec}}\) \(\newcommand{\what}{\widehat{\wvec}}\) \(\newcommand{\Sighat}{\widehat{\Sigma}}\) \(\newcommand{\lt}{<}\) \(\newcommand{\gt}{>}\) \(\newcommand{\amp}{&}\) \(\definecolor{fillinmathshade}{gray}{0.9}\)OBJETIVO
Después de completar esta unidad, deberías ser capaz de:
- Identificar cabezal de taladrado offset
- Explicar cómo corregir la configuración de la Mesa Giratoria.
Cabeza de mandrinado offset
El mandrinado offset es un accesorio que se ajusta al husillo de la fresadora y permite que la mayoría de los orificios perforados tengan un mejor acabado y mayor precisión de diámetro. El cabezal de mandrinado offset se utiliza para crear un agujero grande cuando la tolerancia no permite una broca o no tiene un taladro o escariador lo suficientemente grande. Un cabezal de mandrinado de desplazamiento se puede utilizar para agrandar el agujero o ajustar la línea central del agujero en ciertos casos.
Seguridad:
Asegúrese de que todos los tornillos de fijación estén apretados antes de operar. Asegúrese de que el cabezal de mandrinado offset tenga una holgura para encajar en el orificio al taladrar Retire la llave Allen antes de girar el molino uno. Verifique la velocidad del molino antes de la operación.
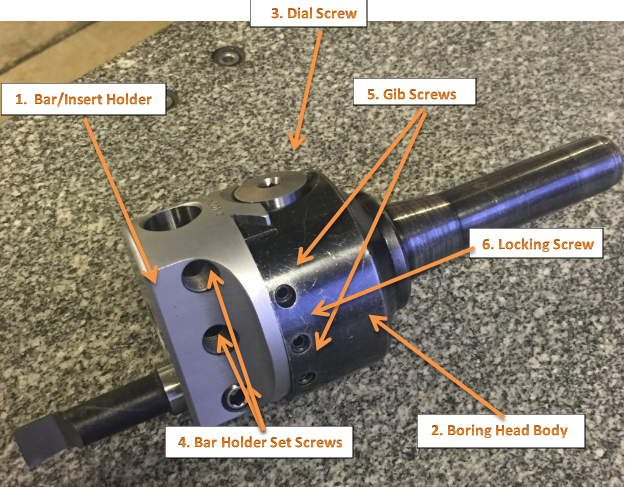
Figura 1. Cabeza de mandrinado offset
CABEZAL Y HERRAMIENTAS DE MANDRINADO OFFSET
La Figura 1. muestra un cabezal de mandrinado offset. Tenga en cuenta que la barra de mandrinado se puede ajustar en un eje de ángulo recto. Esta característica permite posicionar la fresa de mandrinado con precisión para taladrar agujeros de diferentes diámetros.
Este ajuste es más conveniente que ajustar la fresa en el soporte de la barra de mandrinar o cambiar la barra de mandrinar. Otra ventaja del cabezal de perforación offset es el hecho de que el collar de micrómetro graduado permite que la herramienta se mueva con precisión una cantidad especificada generalmente en incrementos de (0.001) sin el uso de indicador de dial u otro dispositivo de medición.
Cabeza de mandrinado offset
Los cabezales de mandrinado tienen tres componentes principales:
- cuerpo del cabezal de perforación
- soporte de barra/soporte de inserto
- tornillo de dial
El cuerpo del cabezal de mandrinado tiene un acabado de óxido negro para prevenir la oxidación. El soporte de barra o soporte de inserto (#1) ha sido cromado satinado para mayor resistencia al desgaste. El tornillo del dial (#3) se ha rectificado con precisión para proporcionar un movimiento preciso del soporte de barra o inserto en la corredera de cola de paloma. La tensión del gib ha sido preestablecida en fábrica. Los dos tornillos giratorios (#5) no deben aflojarse para hacer ajustes de tamaño. Estos tornillos son solo para ajustar la presión del gib y están llenos de cera roja para evitar ajustes accidentales. El tornillo de bloqueo (#6) es el único tornillo utilizado para realizar cambios de tamaño en la cabeza de mandrinado.
Ajuste de Diámetro
Para ajustar el diámetro de un cabezal de mandrinado estándar Allied Criterion:
1. Afloje el tornillo de bloqueo (#6).
2. Gire el tornillo del dial (#3) en sentido horario para aumentar el diámetro y en sentido antihorario para disminuir el diámetro.
3. Apriete el tornillo de bloqueo (#6). Ajuste de cabezales de mandrinado
Procedimiento:
- Configure y alinee cuidadosamente el trabajo paralelo al recorrido de la mesa.
2. Alinee el centro del husillo de la Fresadora con el punto de referencia en la obra.
3. Detecte la ubicación del agujero con un taladro central o una herramienta de localización.
4. Agujero perforado de más de ½ pulgada, Asegúrese de que el cabezal de mandrinado offset tenga una holgura para caber en el orificio cuando
5. Instale el cabezal del orificio en la Fresadora.
6. Instale la barra de mandrinado y apriete el tornillo de fijación y afloje el tornillo de bloqueo y ajuste la barra de mandrinar
7. Vuelva a verificar la alineación de trabajo, así como la alineación del husillo con el punto de referencia, para asegurarse de que no se ha desplazado. Si algún error es evidente, será necesario repetir el procedimiento 6 antes del procesamiento.
8. Ajuste la velocidad de la Fresadora para el tamaño del orificio y el material
9. Enganche la alimentación del gusano en Molino. Trae la pluma al material. Tire del mango hacia afuera para enganchar la alimentación eléctrica. Cuando esté a la profundidad deseada, empuje la mano hacia atrás para desenganchar la alimentación y luego apagar el Molino. Retire el cabezal de mandrinado del orificio.
10. Termine el orificio del orificio hasta el tamaño requerido.
NOTA: Repita los Procedimientos 6-9 hasta que el agujero sea el tamaño deseado.
Mesa Giratoria
Una mesa giratoria se puede utilizar para hacer arcos y círculos. Por ejemplo, la ranura circular en T en la base giratoria para un tornillo de banco se puede hacer usando una mesa giratoria. También se pueden utilizar mesas giratorias para indexar, donde una pieza de trabajo debe girarse una cantidad exacta entre operaciones. Se pueden hacer engranajes en una fresadora usando una mesa giratoria. Las placas divisorias facilitan la indexación con una mesa giratoria.
Las mesas giratorias se montan más comúnmente “planas”, con la mesa girando alrededor de un eje vertical, en el mismo plano que la fresa de una fresadora vertical. Una configuración alternativa es montar la mesa giratoria en su extremo (o montarla “plana” en una placa de ángulo de 90°), de modo que gire alrededor de un eje horizontal. En esta configuración también se puede utilizar un contrapunto, sujetando así la pieza de trabajo “entre centros”.
Con la mesa montada en una mesa secundaria, la pieza de trabajo se centra con precisión en el eje de la mesa giratoria, que a su vez se centra en el eje de la herramienta de corte. Los tres ejes son así coaxiales. A partir de este punto, la mesa secundaria se puede desviar en la dirección X o Y para establecer la fresa a la distancia deseada desde el centro de la pieza de trabajo. Esto permite operaciones de mecanizado concéntricas en la pieza de trabajo. Colocar la pieza de trabajo excéntricamente a una distancia establecida desde el centro permite cortar curvas más complejas. Al igual que con otras configuraciones en un molino vertical, la operación de fresado puede ser taladrar una serie de agujeros concéntricos y posiblemente equidistantes, o fresado frontal o final, ya sea de formas y contornos circulares o semicirculares.
Se puede utilizar una mesa giratoria:
- Para mecanizar planos de llave en un perno
- Para perforar agujeros equidistantes en una brida circular
- Para cortar una pieza redonda con una lengüeta sobresaliente
- Para crear agujeros de gran diámetro, mediante fresado en una trayectoria de herramienta circular, en fresadoras pequeñas que no tienen la potencia para impulsar brocas giratorias grandes (>0.500″/>13 mm)
- Para moler hélices
- Para cortar curvas complejas (con una configuración adecuada)
- Para cortar líneas rectas en cualquier ángulo
- Para cortar arcos
- Con la adición de una mesa compuesta en la parte superior de la mesa giratoria, el usuario puede mover el centro de rotación a cualquier parte de la pieza que se está cortando. Esto permite cortar un arco en cualquier lugar de la pieza.
- Para cortar piezas circulares
Configuración de una Mesa Giratoria
Al usar una mesa giratoria en una Fresadora, ya sea para fresar un arco o taladrar agujeros en algún patrón circular, hay dos cosas que se deben hacer para configurar la pieza de trabajo. Primero, la pieza de trabajo debe estar centrada en la mesa giratoria. En segundo lugar, la mesa giratoria debe estar centrada debajo del husillo. Entonces la mesa del molino se puede mover una cierta distancia apropiada y puede comenzar a cortar.
Se podría centrar la mesa debajo del husillo primero, indicando fuera del agujero en el centro de la mesa. Entonces podría montar la pieza de trabajo sobre la mesa e indicar fuera de la pieza de trabajo. Hay dos problemas con este enfoque. Primero, estás asumiendo que el agujero en la mesa es verdadero y centrado. Eso puede o no ser cierto. En segundo lugar, este enfoque corre el riesgo de una especie de acumulación de errores, ya que está midiendo a partir de dos características diferentes (el orificio de la mesa giratoria y alguna característica en la pieza de trabajo). Primero centre la pieza de trabajo en la mesa giratoria y luego centre la mesa giratoria debajo del husillo.
Para centrar la pieza de trabajo en la mesa giratoria, gire la mesa giratoria y observe la desviación del puntero del indicador. Ajuste la posición de la mesa del molino (X e Y) según sea necesario, hasta que la aguja ya no se desvíe.
Se marca en una mesa giratoria colocando un indicador de prueba de dial en un mandril o pinza en el husillo, que luego se gira a mano con la punta del indicador en contacto con el orificio de la mesa giratoria. Si su máquina se puede sacar del engranaje, ayuda hacerlo, por lo que el husillo se balancea libremente. Obviamente es más fácil usar un portabrocas que un collar, también, así que tienes algo que puedes girar fácilmente. Realiza tus ajustes usando los volantes de sillín y mesa.
Una vez que tengas el centro localizado (el indicador leerá igual a medida que giras el husillo, es una muy buena idea establecer ambos diales en “0”, en lugar de marcar alguna ubicación aleatoria. Asegúrate de que también tienes el juego de reacción correctamente. Establecer el dial está leyendo en una dirección positiva por lo que es fácil contar cualquier cambio, y nunca tienes que recordar de qué manera habías elegido para establecer una contragolpe. También siempre marco la mesa y el sillín con un lápiz de cera para saber dónde se encuentra el centro. Eso te indica cuándo dejar de girar el mango cuando viene “0” si quieres que la mesa vuelva al centro para cargar otra parte.
Una vez que haya localizado el centro de la mesa y haya establecido diales y bloqueado la mesa y el sillín, generalmente tiene alguna característica de su parte que desea estar centrado. En algunos casos puede ser un agujero, en otros puede ser el borde exterior de la parte circular. En un caso como cualquiera de estos, es una práctica común usar el mismo indicador y balancearlo dentro del agujero o del perímetro de la pieza. El perímetro puede requerir que se mueva alrededor de las abrazaderas, lo que generalmente se puede lograr usando la canilla para mover el indicador lo suficientemente lejos como para despejarlas. Cuando marcas en partes a una mesa que ya se ha localizado, tocas la parte alrededor, no haces ajustes con el sillín o las asas de la mesa. Golpee la pieza después de haber ajustado ligeramente las abrazaderas, para que no se mueva salvajemente. De esa manera se puede lograr una ubicación prácticamente perfecta, sin duda tan cerca como la máquina sea capaz de funcionar.
Después de que la pieza de trabajo esté centrada en la mesa giratoria, ahora gira el husillo a mano, por lo que la punta del indicador barre el interior del orificio. Ajuste la posición de la mesa del molino según sea necesario hasta que no se note ninguna desviación de la aguja.
Configuración de su Mesa Rotativa
Cómo centrar el husillo sobre el centro de la mesa giratoria. Estos son algunos de los métodos a utilizar.
Para centrar la mesa giratoria con el husillo vertical del molino
Seguir El siguiente procedimiento:
1. Cuadrar la cabeza vertical con la mesa de la máquina.
2. Monte la mesa giratoria en la mesa de la fresadora.
3. Coloque un tapón de prueba en el orificio central de la mesa giratoria.
4. Monte un indicador de dial en el husillo de la fresadora.
5. Con el indicador del dial simplemente limpiando la parte superior del tapón de prueba, gire el husillo de la máquina a mano y alinee aproximadamente el tapón con el husillo.
6. Lleve el indicador del dial en contacto con el diámetro del tapón y gire el husillo con la mano.
7. Ajuste la mesa de la máquina por los mangos longitudinales (X) y de avance cruzado (Y) hasta que el indicador del dial no registre ningún movimiento.
8. Bloquee la mesa y el sillín de la fresadora y vuelva a verificar la alineación.
9. Reajustar si es necesario.
Una forma de configurar su mesa giratoria
 |






Indicar Jig

Centrar la jig o pieza de trabajo sobre el centro de la mesa giratoria. Para ello, gire la mesa giratoria y ajuste la pieza de trabajo hasta que consiga una ejecución consistente en todo el recorrido.
Para centrar una pieza de trabajo con la mesa giratoria
A menudo es necesario realizar una operación de mesa giratoria en varias piezas de trabajo idénticas, cada una con un orificio mecanizado en el centro. Para alinear rápidamente cada pieza de trabajo, se puede hacer un tapón especial para ajustar el orificio central de la pieza de trabajo y el orificio en la mesa giratoria. Una vez que el husillo de la máquina se ha alineado con la mesa giratoria, cada pieza siguiente se puede alinear de forma rápida y precisa colocándola sobre el tapón.
Si solo hay unas pocas piezas, lo que no justificaría la fabricación de un tapón especial, o si la pieza de trabajo no tiene un orificio a través de su centro, se puede utilizar el siguiente método para centrar la pieza de trabajo sobre la mesa giratoria.
1. Alinee la mesa giratoria con el husillo vertical del cabezal del molino.
2. Sujete ligeramente la pieza de trabajo en la mesa giratoria en el centro. No mueva los mangos de avance longitudinal (X) o de avance cruzado (Y).
3. Desenganche el mecanismo de tornillo sin fin de la mesa giratoria.
4. Monte un indicador de dial en el husillo de la fresadora o la mesa de la fresadora, dependiendo de la pieza de trabajo.
5. Lleve el indicador del dial en contacto con la superficie a indicar y gire la mesa giratoria con la mano.
6. Con una barra de metal blando, golpee la pieza de trabajo (lejos del movimiento del indicador) hasta que no se registre ningún movimiento en el indicador en una revolución completa de la mesa giratoria.
7. Sujete firmemente la pieza de trabajo y vuelva a verificar la precisión de la configuración.
Fresado de radio
Para fresar el extremo de la pieza de trabajo a un cierto radio o para mecanizar ranuras circulares que tengan un radio definido, se debe seguir el siguiente procedimiento a continuación.
1. Alinee la fresadora vertical a 90* con la mesa.
2. Monte un indicador de dial en el husillo de la fresadora.
3. Monte la mesa giratoria en la mesa de la fresadora.
4. Centre la mesa giratoria con el husillo de la máquina utilizando un tapón de prueba en la mesa y un indicador de dial en el husillo.
5. Ajuste el dial de alimentación longitudinal (X) y el dial de avance cruzado (Y) en cero.
6. Monte la pieza de trabajo en la mesa giratoria, alineando el centro de los cortes radiales con el centro de la mesa. Se puede usar un cenador especial para esto. Otro método es alinear el centro del corte radial con un wiggler montado en el husillo de la máquina.
7. Mueva el avance cruzado o el avance longitudinal (lo que sea más conveniente) una cantidad igual al radio requerido.
8. Bloquee tanto la mesa como el sillín.
9. Monte la fresa de extremo adecuada.
10. Ajuste la velocidad correcta (RPM).
11. Gire la pieza de trabajo, utilizando el volante de avance de la mesa giratoria, hasta el punto de inicio del corte.
12. Establecer la profundidad del corte y mecanizar el radio al tamaño indicado en el dibujo, utilizando alimentación manual o de potencia.
PRUEBA UNITARIA
1. ¿Cuándo se usa un cabezal de mandrinado offset?
2. Nombra tres componentes principales de Cabezales de Mandrinado.
3. ¿Por qué se aprieta el tornillo de bloqueo después de realizar ajustes de deslizamiento de la herramienta?
4. ¿Por qué la corredera de la herramienta tiene múltiples orificios para sujetar las herramientas de perforación?
5. ¿Qué determina la velocidad de corte en el mandrinado?
6. ¿Para qué propósito se puede utilizar una mesa giratoria?
7. ¿Cuál es el propósito del agujero en el centro de una mesa giratoria?
8. Describa brevemente cómo se puede centrar una mesa giratoria con un husillo de molino vertical.
9. Describa brevemente cómo se centraría una sola pieza de trabajo sobre una mesa giratoria.
10. Explique cómo se puede cortar un radio grande usando una mesa giratoria.
Información de atribución del capítulo
Este capítulo se derivó de las siguientes fuentes.
- Procedimientos de Tapping derivados de Perforación y Tapping por la Universidad de Idaho, CC:BY-SA 3.0.
- Tramming derivado de Tramming Mill Head por la Universidad de Idaho, CC:BY-SA 3.0.
- Indicador de marcado (Foto) derivado de Dial Gauge de Wikimedia, CC:BY-SA 3.0.
- Procedimientos de Fresadora derivados de Herramientas de Ingeniería Mecánica por el Instituto Tecnológico de Massachusetts, CC:BY-NC-SA 4.0.
- Mesa Rotativa derivada de Mesa Rotatoria de la Universidad de Idaho, CC:BY-SA 3.0.