
2.2: Unidad 2: Velocidad y Alimentación
- Page ID
- 153565
\( \newcommand{\vecs}[1]{\overset { \scriptstyle \rightharpoonup} {\mathbf{#1}} } \)
\( \newcommand{\vecd}[1]{\overset{-\!-\!\rightharpoonup}{\vphantom{a}\smash {#1}}} \)
\( \newcommand{\id}{\mathrm{id}}\) \( \newcommand{\Span}{\mathrm{span}}\)
( \newcommand{\kernel}{\mathrm{null}\,}\) \( \newcommand{\range}{\mathrm{range}\,}\)
\( \newcommand{\RealPart}{\mathrm{Re}}\) \( \newcommand{\ImaginaryPart}{\mathrm{Im}}\)
\( \newcommand{\Argument}{\mathrm{Arg}}\) \( \newcommand{\norm}[1]{\| #1 \|}\)
\( \newcommand{\inner}[2]{\langle #1, #2 \rangle}\)
\( \newcommand{\Span}{\mathrm{span}}\)
\( \newcommand{\id}{\mathrm{id}}\)
\( \newcommand{\Span}{\mathrm{span}}\)
\( \newcommand{\kernel}{\mathrm{null}\,}\)
\( \newcommand{\range}{\mathrm{range}\,}\)
\( \newcommand{\RealPart}{\mathrm{Re}}\)
\( \newcommand{\ImaginaryPart}{\mathrm{Im}}\)
\( \newcommand{\Argument}{\mathrm{Arg}}\)
\( \newcommand{\norm}[1]{\| #1 \|}\)
\( \newcommand{\inner}[2]{\langle #1, #2 \rangle}\)
\( \newcommand{\Span}{\mathrm{span}}\) \( \newcommand{\AA}{\unicode[.8,0]{x212B}}\)
\( \newcommand{\vectorA}[1]{\vec{#1}} % arrow\)
\( \newcommand{\vectorAt}[1]{\vec{\text{#1}}} % arrow\)
\( \newcommand{\vectorB}[1]{\overset { \scriptstyle \rightharpoonup} {\mathbf{#1}} } \)
\( \newcommand{\vectorC}[1]{\textbf{#1}} \)
\( \newcommand{\vectorD}[1]{\overrightarrow{#1}} \)
\( \newcommand{\vectorDt}[1]{\overrightarrow{\text{#1}}} \)
\( \newcommand{\vectE}[1]{\overset{-\!-\!\rightharpoonup}{\vphantom{a}\smash{\mathbf {#1}}}} \)
\( \newcommand{\vecs}[1]{\overset { \scriptstyle \rightharpoonup} {\mathbf{#1}} } \)
\( \newcommand{\vecd}[1]{\overset{-\!-\!\rightharpoonup}{\vphantom{a}\smash {#1}}} \)
\(\newcommand{\avec}{\mathbf a}\) \(\newcommand{\bvec}{\mathbf b}\) \(\newcommand{\cvec}{\mathbf c}\) \(\newcommand{\dvec}{\mathbf d}\) \(\newcommand{\dtil}{\widetilde{\mathbf d}}\) \(\newcommand{\evec}{\mathbf e}\) \(\newcommand{\fvec}{\mathbf f}\) \(\newcommand{\nvec}{\mathbf n}\) \(\newcommand{\pvec}{\mathbf p}\) \(\newcommand{\qvec}{\mathbf q}\) \(\newcommand{\svec}{\mathbf s}\) \(\newcommand{\tvec}{\mathbf t}\) \(\newcommand{\uvec}{\mathbf u}\) \(\newcommand{\vvec}{\mathbf v}\) \(\newcommand{\wvec}{\mathbf w}\) \(\newcommand{\xvec}{\mathbf x}\) \(\newcommand{\yvec}{\mathbf y}\) \(\newcommand{\zvec}{\mathbf z}\) \(\newcommand{\rvec}{\mathbf r}\) \(\newcommand{\mvec}{\mathbf m}\) \(\newcommand{\zerovec}{\mathbf 0}\) \(\newcommand{\onevec}{\mathbf 1}\) \(\newcommand{\real}{\mathbb R}\) \(\newcommand{\twovec}[2]{\left[\begin{array}{r}#1 \\ #2 \end{array}\right]}\) \(\newcommand{\ctwovec}[2]{\left[\begin{array}{c}#1 \\ #2 \end{array}\right]}\) \(\newcommand{\threevec}[3]{\left[\begin{array}{r}#1 \\ #2 \\ #3 \end{array}\right]}\) \(\newcommand{\cthreevec}[3]{\left[\begin{array}{c}#1 \\ #2 \\ #3 \end{array}\right]}\) \(\newcommand{\fourvec}[4]{\left[\begin{array}{r}#1 \\ #2 \\ #3 \\ #4 \end{array}\right]}\) \(\newcommand{\cfourvec}[4]{\left[\begin{array}{c}#1 \\ #2 \\ #3 \\ #4 \end{array}\right]}\) \(\newcommand{\fivevec}[5]{\left[\begin{array}{r}#1 \\ #2 \\ #3 \\ #4 \\ #5 \\ \end{array}\right]}\) \(\newcommand{\cfivevec}[5]{\left[\begin{array}{c}#1 \\ #2 \\ #3 \\ #4 \\ #5 \\ \end{array}\right]}\) \(\newcommand{\mattwo}[4]{\left[\begin{array}{rr}#1 \amp #2 \\ #3 \amp #4 \\ \end{array}\right]}\) \(\newcommand{\laspan}[1]{\text{Span}\{#1\}}\) \(\newcommand{\bcal}{\cal B}\) \(\newcommand{\ccal}{\cal C}\) \(\newcommand{\scal}{\cal S}\) \(\newcommand{\wcal}{\cal W}\) \(\newcommand{\ecal}{\cal E}\) \(\newcommand{\coords}[2]{\left\{#1\right\}_{#2}}\) \(\newcommand{\gray}[1]{\color{gray}{#1}}\) \(\newcommand{\lgray}[1]{\color{lightgray}{#1}}\) \(\newcommand{\rank}{\operatorname{rank}}\) \(\newcommand{\row}{\text{Row}}\) \(\newcommand{\col}{\text{Col}}\) \(\renewcommand{\row}{\text{Row}}\) \(\newcommand{\nul}{\text{Nul}}\) \(\newcommand{\var}{\text{Var}}\) \(\newcommand{\corr}{\text{corr}}\) \(\newcommand{\len}[1]{\left|#1\right|}\) \(\newcommand{\bbar}{\overline{\bvec}}\) \(\newcommand{\bhat}{\widehat{\bvec}}\) \(\newcommand{\bperp}{\bvec^\perp}\) \(\newcommand{\xhat}{\widehat{\xvec}}\) \(\newcommand{\vhat}{\widehat{\vvec}}\) \(\newcommand{\uhat}{\widehat{\uvec}}\) \(\newcommand{\what}{\widehat{\wvec}}\) \(\newcommand{\Sighat}{\widehat{\Sigma}}\) \(\newcommand{\lt}{<}\) \(\newcommand{\gt}{>}\) \(\newcommand{\amp}{&}\) \(\definecolor{fillinmathshade}{gray}{0.9}\)OBJETIVO
Después de completar esta unidad, deberías ser capaz de:
• Describir la velocidad, avance y profundidad de corte.
• Determinar las RPM para diferentes materiales y diámetros.
• Describir el federado para torneado.
• Describir la velocidad de ajuste.
• Describir la alimentación de ajuste.
Para operar cualquier máquina de manera eficiente, el maquinista debe aprender la importancia de las velocidades de corte y las alimentaciones. Se puede perder mucho tiempo si las máquinas no se ajustan a la velocidad adecuada y se alimentan para la pieza de trabajo.
Para eliminar esta pérdida de tiempo, podemos y debemos usar las tasas recomendadas de eliminación de metales que han sido investigadas y probadas por fabricantes de acero y herramientas de corte. Podemos encontrar estas velocidades de corte y tasas de remoción de metal en nuestro apéndice o en el Manual de Maquinaria.
Podemos controlar la alimentación de un torno de motor mediante el uso de los engranajes de cambio en la caja de cambios de cambio rápido. Nuestro libro de texto recomienda siempre que sea posible, solo se deben tomar dos cortes para llevar un diámetro a la medida: un corte de desbaste y un corte de acabado.
Ha sido mi experiencia tomar al menos tres cortes. Uno para eliminar el exceso de material rápidamente: el corte rugoso, un corte para establecer el acabado y para permitir la presión de la herramienta, y otro para terminar el corte.
Si estuviste cortando hilo todo el día: día tras día. Podrías configurar el torno para solo dos cortes. Un corte para eliminar todo menos .002 o .003 de material y el último corte para mantener el tamaño y acabado. Esto se hace todo el tiempo en algunas tiendas hoy en día.
¿Te has dado cuenta que cuando tomas un corte muy pequeño en el torno .001 a .002 que el acabado suele ser pobre, y que en el corte rugoso que hiciste antes de este corte muy ligero, el acabado estuvo bueno? La razón de esto es: cierta presión de la herramienta es deseable al hacer cortes de acabado.
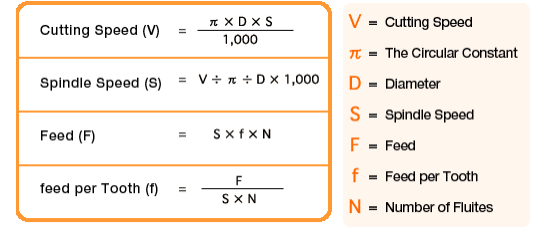
IPM = Pulgadas Por Minuto
RPM = Revoluciones por minuto
Alimentación = IPM
#T = Número de dientes en el cortador
Alimentación/Diente = Carga de viruta por diente permitida para el material
Chip/Diente = Alimentación por diente permitida para el material
Velocidad de avance = ChipTooth × #T × RPM
Ejemplo: Material = Cortadora de Aluminio de 3”, Carga de viruta de 5 dientes = 0.018 por diente RPM = 3000 IPS = 0.018 × 5 × 3000 = 270 Pulgadas Por Minuto
Velocidad, avance y profundidad de corte
1. La velocidad de corte se define como la velocidad (generalmente en pies por minuto) de una herramienta cuando está cortando la obra.
2. La velocidad de avance se define como la distancia recorrida por la herramienta durante una revolución del husillo.
3. La velocidad de avance y la velocidad de corte determinan la tasa de eliminación de material, los requisitos de energía y el acabado superficial.
4. La velocidad de avance y la velocidad de corte están determinadas principalmente por el material que se está cortando. Además, aún se debe considerar la profundidad del corte, el tamaño y condición del torno, y la rigidez del torno.
5. Los cortes de desbaste (0.01 pulgadas a 0.03 pulgadas de profundidad de corte) para la mayoría de las aleaciones de aluminio funcionan a una velocidad de avance de .005 pulgadas por minuto (IPM) a 0.02 IPM mientras que los cortes de acabado (0.002 pulg. a 0.012 in. profundidad de corte) corren a 0.002 IPM a 0.004 IPM.
6. A medida que disminuye la suavidad del material, aumenta la velocidad de corte. Además, a medida que el material de la herramienta de corte se fortalece, la velocidad de corte aumenta.
7. Recuerde, por cada milésima profundidad de corte, el diámetro del stock se reduce en dos milésimas.
Acero Hierro Aluminio Plomo
Figura 1: Aumento de la velocidad de corte basado en la dureza del material de trabajo
Carburo de acero al carbono de alta velocidad
Figura 2: Aumento de la velocidad de corte según la dureza de la herramienta de corte
Velocidades de Corte:
Una velocidad de corte de trabajo de torno puede definirse como la velocidad a la que un punto en la circunferencia de trabajo viaja más allá de la herramienta de corte. La velocidad de corte siempre se expresa en metros por minuto (m/min) o en pies por minuto (pies/min.) La industria exige que las operaciones de mecanizado se realicen lo más rápido posible; por lo tanto, las velocidades de corte actuales deben usarse para el tipo de material que se corta. Si una velocidad de corte es demasiado alta, el filo de la herramienta de corte se rompe rápidamente, lo que resulta en una pérdida de tiempo para reacondicionar la herramienta. Con una velocidad de corte demasiado lenta, se perderá tiempo para la operación de mecanizado, lo que resultará en bajas tasas de producción. Con base en investigaciones y pruebas realizadas por fabricantes de acero y herramientas de corte, consulte la tabla de velocidad de corte de torno a continuación Las velocidades de corte para acero de alta velocidad que se enumeran a continuación se recomiendan para tasas eficientes de extracción de metal. Estas velocidades pueden variar ligeramente para cambiar factores como el estado de la máquina, el tipo de material de trabajo y arena o puntos duros en el metal. Las RPM a las que se debe establecer el torno para cortar metales son las siguientes:
Para determinar las RPM del torno mientras se realizan los procedimientos en él:
Fórmula: RPM = (Velocidad de Corte x 4)/Diámetro
Primero debemos encontrar cuál es la velocidad de corte recomendada para el material que vamos a mecanizar.
Aprende a usar el Manual de Maquinaria y otras fuentes relacionadas para obtener la información que necesites.
EJEMPLO: ¿Qué tan rápido debe girar una broca de 3/8 de pulgada al perforar acero dulce?
De nuestra velocidad de corte recomendada de nuestros folletos de clase, use una velocidad de corte de 100 para acero dulce.
(100 x 4)/.375 = 1066 RPM
¿Qué serían las RPM si giráramos una pieza de trabajo de .375 de diámetro hecha de acero dulce en el torno?
RPM = 100 X4/1.00 = 400 RPM
Velocidades de Corte Recomendadas para Seis Materiales en RPM
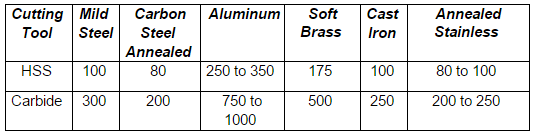
Estos gráficos son para herramientas HSS. Si se usa carburo, las tasas pueden ser aumentadas.
Alimentación del torno:
La alimentación de un torno es la distancia que la herramienta de corte avanza a lo largo de la obra para cada revolución del husillo. Por ejemplo, si el torno está configurado para un avance de .020 pulgadas, la herramienta de corte recorrerá la longitud de la obra .020 pulgadas por cada giro completo que realice el trabajo. La alimentación de un torno depende de la velocidad del tornillo de avance o de la varilla de alimentación. La velocidad es controlada por los engranajes de cambio en la caja de cambios de cambio rápido.
Siempre que sea posible, solo se deben tomar dos cortes para traer un corte de diámetro. Dado que el propósito de un corte rugoso es eliminar el exceso de material rápidamente y el acabado de la superficie no es demasiado importante. Se debe usar un alimento grueso. El corte de acabado se utiliza para llevar el diámetro al tamaño y producir un buen acabado superficial y por lo tanto se debe usar una alimentación fina.
Las alimentaciones recomendadas para cortar diversos materiales cuando se utilizan herramientas de corte de acero de alta velocidad enumeradas en la tabla a continuación. Para el mecanizado de uso general, se recomienda un avance de .005 a .020 pulgadas para desbaste y un avance de .012 a .004 pulgadas para el acabado.
Para seleccionar la velocidad de avance adecuada para la perforación, debe considerar varios factores.
1. Profundidad del orificio: extracción de virutas
2. Tipo de material: maquinabilidad
3. Refrigerante: inundación, niebla, cepillo
4. Tamaño de la broca
5. ¿Qué tan fuerte es la configuración?
6. Acabado y precisión del agujero
Tasas de Alimentación para Torneado:
Para el mecanizado de uso general, utilice una velocidad de avance recomendada de .005 a .020 pulgadas por revolución para desbaste y de .002 a .004 pulgadas por revolución para el acabado.
Alimentadores para varios materiales (usando la herramienta de corte HSS)
Ajuste de velocidades en un torno:
Los tornos están diseñados para operar a diversas velocidades de husillo para el mecanizado de diferentes materiales. Las velocidades se miden en RPM (revoluciones por minuto) y son cambiadas por las poleas cónicas o los niveles de engranaje. Uno de un torno accionado por correa, se obtienen varias velocidades cambiando la correa plana y la transmisión del engranaje trasero. Una de las velocidades del torno de cabeza dentada se cambian moviendo las palancas de velocidad a las posiciones adecuadas de acuerdo con el gráfico de RPM sujeto a la máquina del torno (principalmente en el cabezal). Mientras cambia las posiciones de la palanca, coloque una mano sobre la placa frontal o el mandril, y forme la placa frontal lentamente a mano. Esto permitirá que las palancas engranen los dientes del engranaje sin chocar. Nunca cambies las velocidades cuando el torno está funcionando con esmas equipadas con controladores de velocidad variable, la velocidad se cambia girando un dial de mango mientras la máquina está funcionando.
Configuración de alimentaciones:
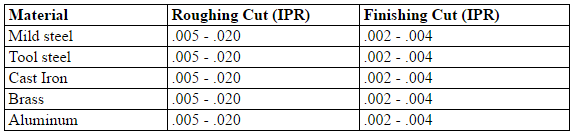
La alimentación del torno, o la distancia que recorrerá el carro en la revolución del husillo, depende de la velocidad de la varilla de alimentación o del tornillo de avance. Esto es controlado por los engranajes de cambio en la caja de cambios de cambio rápido. Esta caja de cambios de cambio rápido obtiene su accionamiento desde el husillo de culata a través del tren de engranajes finales. Un diagrama de avance y rosca montado en la parte delantera de la caja de cambios de cambio rápido indica las diversas alimentaciones y pasos métricos o rosca por pulgada que se pueden obtener ajustando las palancas a las posiciones indicadas.
Para establecer la velocidad de avance para el torno Acura:
Ejemplo:
1. Seleccione la velocidad de avance deseada en el gráfico (Ver Figura 2)
2. Seleccionar federado de.007 — LCS8W (Ver Figura 2)
3. L = Seleccionar palanca alta/baja (ver figura 3)
4. C = Seleccionar rangos de alimentación y cambiar a C en esta palanca (Ver Figura 3)
5. S = Seleccionar rangos de alimentación y cambiar a S en esta palanca (Ver Figura 3)
6. 8 = Seleccione Caja de Engranajes y cambie a 8 en esta palanca (Ver Figura 3)
7.W = Seleccione Rangos de Alimentación y cambie a W en esta palanca (Ver Figura 3) Antes de encender el torno, asegúrese de que todas las palancas estén completamente enganchadas girando el husillo del cabezal con la mano, y vea que la varilla de alimentación gira.
PRUEBA UNITARIA
1. ¿Qué es IMP y RPM?
2. ¿Cuál es la fórmula para la velocidad de avance?
3. ¿Cuáles serían las RPM si giráramos una pieza de trabajo de 1,00” de diámetro hecha de acero dulce, utilizando una herramienta de corte HSS?
4. ¿Qué serían las RPM si giráramos una pieza de trabajo de 1,00” de diámetro hecha de acero dulce, usando una herramienta de corte de Carburo?
5. La velocidad de corte para el acero al carbono y el diámetro de la pieza a enfrentar es de 6.00”. Encuentra las RPM correctas.
6. Un taladro central tiene una punta de perforación de 1/8”. Encuentre las RPM correctas para usar acero al carbono.
7. Si la velocidad de corte del aluminio es de 300 sfm y el diámetro de la pieza de trabajo es de 4.00”, ¿Cuál es la RPM?
8. ¿Qué es el desbaste y acabado federado para el aluminio?
9. Por favor, establezca el alimentador de corte de desbaste de la figura 5.
10. Por favor, establezca el alimentador de corte de acabado de la figura 5.