
7.3: El estudio de caso
- Page ID
- 80842

En este estudio de aplicación, consideramos una línea serie donde es esencial minimizar el espacio de búfer entre estaciones de trabajo sin comprometer el tiempo de entrega.
7.3.1 Definir los problemas y el objetivo de la solución
Se está diseñando un nuevo proceso de línea serie de tres estaciones de trabajo para un sistema de fabricación de ensamblaje electrónico. La línea produce un tipo de tarjeta de circuito con algunas pequeñas diferencias de diseño entre tarjetas permitidas. La línea debe cumplir con un requisito de tiempo de entrega aún indeterminado. Las tarjetas de circuito se agrupan en bandejas relativamente grandes para procesarlas antes de ingresar a la línea.
Solo hay una pequeña cantidad de espacio disponible en la planta para la nueva línea, por lo que el espacio de búfer entre estaciones debe mantenerse al mínimo. Se puede usar un área de almacenamiento general con suficiente espacio para las bandejas de tarjetas de circuito antes de procesarlas en la primera estación de trabajo. A los ingenieros les preocupa que el pequeño espacio de búfer entre estaciones resulte en un bloqueo severo que evitará que se alcance el objetivo de tiempo de entrega. El objetivo es determinar la relación entre el tamaño del búfer y el tiempo de entrega señalando la cantidad de bloqueo que ocurre. Este conocimiento ayudará a la administración a determinar la cantidad final de espacio de búfer a asignar. La gerencia exige que los requisitos de producción se cumplan semanalmente. Se permitirán horas extras si es necesario.
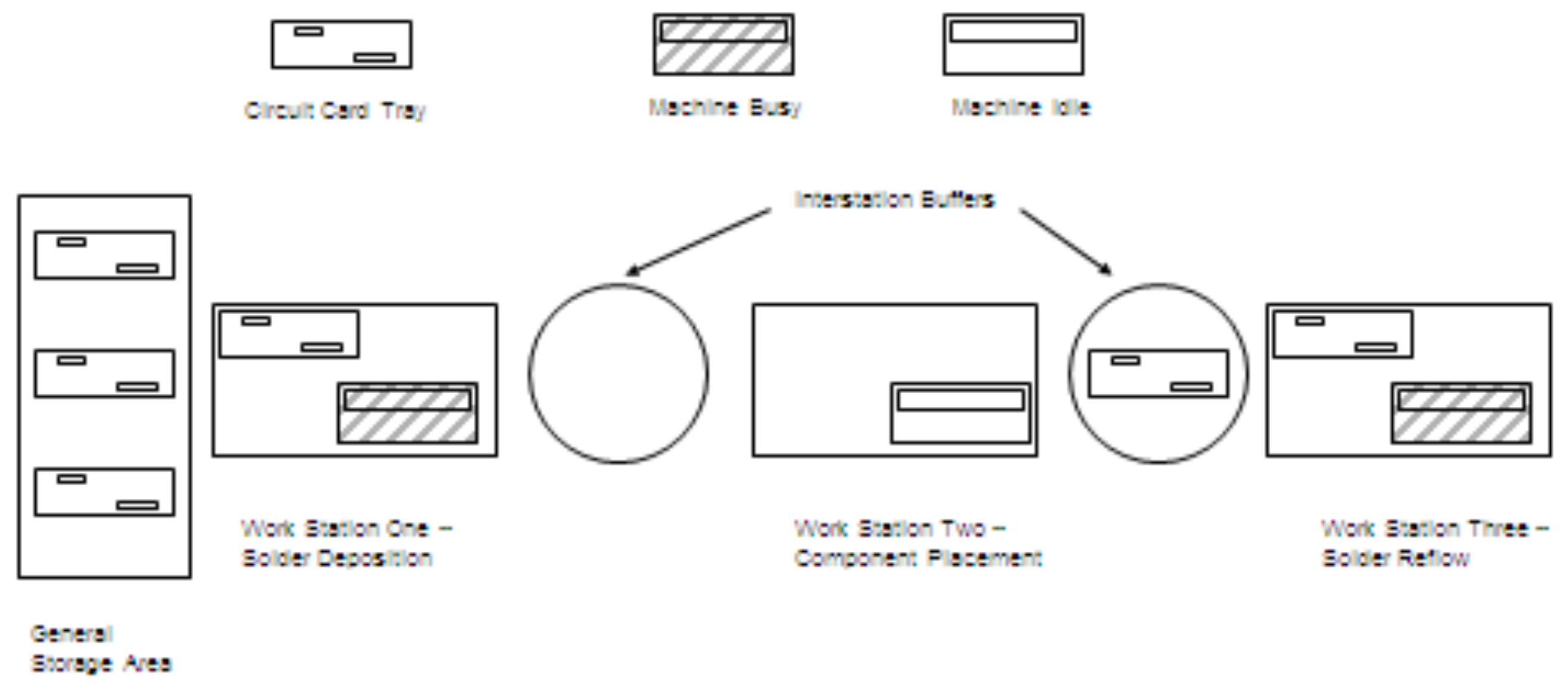
El trazado de la línea se muestra en la Figura 7-2. Se utiliza una sola tarjeta de circuito para representar una bandeja. Todas las tarjetas en la bandeja son procesadas simultáneamente por cada máquina. Se muestran tres bandejas de tarjetas de circuito esperando en el área de almacenamiento general la estación de deposición de soldadura, que está ocupada. La estación de colocación de componentes está inactiva y su búfer está vacío. La estación de reflujo de soldadura está ocupada con una bandeja de tarjeta de circuito esperando.
El tiempo entre la llegada de las bandejas de tarjetas de circuito a la primera estación de trabajo se distribuye exponencialmente con una media de 3.0 minutos. La distribución del tiempo de procesamiento es la misma en cada estación de trabajo: distribuida uniformemente entre 0.7 y 4.7 minutos. 1 Esto indica que la línea está balanceada, como debería ser.
1 Alternativamente, algunos lenguajes de simulación como Automod expresan la distribución uniforme como media y medio rango en lugar de mínimo y máximo. Así, una distribución uniforme entre 0.7 y 4.7 puede expresarse de manera equivalente como 2.7 ± 2.0.
Figura 7-2: Sistema serial de tres estaciones para Fabricación de Ensamblajes Electronios
7.3.2 Construir modelos
El modelo del sistema en serie incluye el proceso de llegada de tarjetas de circuito, operaciones en las tres estaciones y movimiento de bandeja dentro y fuera de los dos búferes entre estaciones.
Hay cuatro atributos de entidad. Un atributo de entidad es la hora de llegada al sistema, ArrivalTime. Los otros tres atributos de entidad almacenan los tiempos de operación para esa entidad en particular en cada estación.
La asignación de todos los tiempos de operación cuando llega la entidad asegura que la primera entidad tenga la primera muestra de tiempo de operación en cada estación, la segunda la segunda y así sucesivamente. Esta asignación es la mejor manera de asegurar que el uso de números aleatorios comunes sea más efectivo para reducir la variación entre escenarios alternativos del sistema, lo que ayuda a encontrar diferencias estadísticas entre los casos. En general, la enésima entidad que llega puede no ser la enésima entidad procesada en una estación en particular. En el modelo de línea serie, este será el caso ya que las entidades no pueden “pasar” entre estaciones.
El procesamiento de una bandeja de tarjetas de circuito en la estación de deposición se realiza de la siguiente manera. Una bandeja de tarjeta de circuito utiliza la estación cuando esta última se vuelve inactiva. Se realiza la operación. La bandeja de la tarjeta de circuito entonces debe encontrar un lugar en el búfer entre estaciones antes de salir de la estación de deposición. Así, la estación de deposición entra en el estado bloqueado hasta que la bandeja de tarjetas de circuito que acaba de procesarse entra en el búfer entre estaciones. Entonces la estación entra en el estado inactivo. Esta lógica se repite para la estación de colocación. La bandeja sale de la línea después del procesamiento en la estación de reflujo.
Sigue el pseudo-inglés para el modelo. Tenga en cuenta que hay un proceso para las entidades que llegan, uno para las entidades que salen y otro para cada una de las tres estaciones de trabajo.
| //Modelo de línea serie | |
| Definir Llegadas: \(\ \quad\quad\) Hora de la primera llegada: \(\ \quad\quad\) Tiempo entre llegadas: \(\ \quad\quad\) Número de llegadas: |
0 Distribuido exponencialmente con una media de 3 minutos Exponencial (3) minutos Infinito |
| Definir Recursos: \(\ \quad\quad\) WS_Deposition/1 \(\ \quad\quad\) WS_Placement/1 \(\ \quad\quad\) WS_Reflow/1 \(\ \quad\quad\) WS_Bufferdp/? \(\ \quad\quad\)WS_BufferPr/? |
con estados (Ocupado, Inactivo, Bloqueado) con estados (Ocupado, Inactivo, Bloqueado) con estados (Ocupado, Inactivo) con estados (Ocupado, Inactivo) con estados (Ocupado, Inactivo) |
| Definir atributos de entidad: \(\ \quad\quad\) ArrivalTime \(\ \quad\quad\) OptimeDes \(\ \quad\quad\) OptimePlace \(\ \quad\quad\) OptimeFlow |
//parte etiquetada con su hora de llegada; cada parte tiene su propia etiqueta //tiempo de operación en la estación de deposición //tiempo de operación en la estación de colocación //tiempo de operación en la estación de reflujo |
| Proceso Llegar Comienzo \(\ \quad\quad\) Conjunto LlegadaTiempo = \(\ \quad\quad\) Juego de Reloj OptimeDes = uniforme (0.7, 4.7) 2 \(\ \quad\quad\) Set OptimePlace = uniforme (0.7, 4.7) \(\ \quad\quad\) Conjunto OptimeFlow = uniforme (0.7, 4.7) \(\ \quad\quad\) Enviar al final de deposición del proceso |
//tiempo récord llega a la etiqueta //establecer tiempos de operaciones en cada estación //iniciar el procesamiento |
| Deposición de Proceso //Estación de Deposición Comienza \(\ \quad\quad\) Espera hasta que WS_Deposition/1 esté inactivo en la cola Q_Deposition \(\ \quad\quad\) Hacer WS_Depostion/1 Ocupado \(\ \quad\quad\) Esperar Optimedes minutos \(\ \quad\quad\) Hacer WS_Deposition/1 Bloqueado \(\ \quad\quad\) Espere hasta que WS_Bufferdp/1 esté inactivo \(\ \quad\quad\) Hacer WS_Deposition/1 inactivo \(\ \quad\quad\) Enviar al proceso Final de Colocación |
//espere su giro en la máquina //la bandeja arranca encender la máquina; la máquina está ocupada //la bandeja está procesada //la bandeja está terminada; la máquina está bloqueada //esperar espacio intermedio de interestación //máquina de deposición libre //Enviar a la máquina de colocación |
| Ubicación de Proceso //Estación de Colocación Comienzo \(\ \quad\quad\) Espera hasta que WS_Placement/1 esté Inactiva \(\ \quad\quad\) Hacer WS_Bufferdp/1 Inactiva \(\ \quad\quad\) Hacer WS_Placement/1 Ocupado \(\ \quad\quad\)Espere los minutos de OptimePlace \(\ \quad\quad\) Hacer WS_Placement/1 Bloqueado \(\ \quad\quad\) Espere hasta que WS_BufferPr/1 esté inactivo \(\ \quad\quad\) Hacer WS_Placement/1 inactivo \(\ \quad\quad\) Enviar al flujo de proceso Fin |
//esperar su giro en la máquina //dejar el búfer de interestación //la bandeja comienza a encender la máquina; la máquina está ocupada //la bandeja está procesada //la bandeja está terminada; la máquina está bloqueada //espere el espacio intermedio entre estaciones //máquina de colocación libre //Enviar a la máquina de reflujo |
| Reflujo de proceso //Estación de reflujo Comienza \(\ \quad\quad\) Espera hasta que WS_Reflow1 esté inactivo \(\ \quad\quad\) Hacer WS_BufferPr/1 inactivo \(\ \quad\quad\) Hacer WS_Reflow/1 Ocupado \(\ \quad\quad\)Espere a OptimeFlow minutos \(\ \quad\quad\) Hacer WS_Reflow/1 inactivo \(\ \quad\quad\) Enviar al final de salida del proceso |
//esperar su giro en la máquina //dejar el búfer de interestación //la bandeja comienza a encender la máquina; la máquina está ocupada //la bandeja está procesada //máquina de colocación libre //Enviar a máquina de reflujo |
Tabla de Salida del Proceso (Tiempo de Llegada de la Relojería) en el Fin del Plazo de Entrega |
//realizar un seguimiento del tiempo parcial en la máquina |
2 En Automod esto se escribiría usando el estilo de medio punto, medio rango: uniforme 2.7, 2.0
7.3.3 Identificar causas raíz y evaluar alternativas iniciales
El diseño del experimento se resume en la Tabla 7-1.
| Tabla 7-1: Diseño de Experimentos de Simulación para el Sistema Serial | |
| Elemento del experimento | Valores para este experimento |
| Tipo de experimento | Terminando |
| Parámetros del modelo y sus valores | Tamaño de cada búfer — (1, 2, 4, 8, 16) |
| Medidas de desempeño 3 | 1. Plazo de entrega 2. Porcentaje bloqueado estación de deposición de tiempo 3. Porcentaje de estación de colocación de tiempo bloqueado |
| Flujos de números aleatorios | 1. Tiempo entre llegadas 2. Tiempo de operación estación de deposición 3. Estación de colocación de tiempo de operación 4. Estación de reflujo de tiempo de operación |
| Condiciones Iniciales | 1 bandeja de tarjeta de circuito en cada búfer entre estaciones con la siguiente estación ocupada |
| Número de réplicas | 20 |
| Tiempo de finalización de simulación | 2400 minutos (una semana) |
Dado que la gerencia evalúa la producción semanalmente, se eligió un experimento de terminación con un intervalo de tiempo de simulación de una semana. El tamaño de cada uno de los dos buffers es de interés. Obsérvese que las estaciones de trabajo en este estudio tienen la misma distribución del tiempo de operación, lo que indica que la línea está balanceada como debe ser. Investigaciones analíticas y empíricas han demostrado que para los sistemas en serie cuyas estaciones de trabajo tienen la misma distribución de tiempo de operación se prefieren los buffers de igual tamaño (Askin y Standridge, 1993; Conway et al., 1988).
Hubo cierto debate sobre si el rendimiento, el WIP o el tiempo de entrega deberían ser la principal medida de desempeño. Dado que todas las bandejas de tarjetas de circuito que llegan también salen eventualmente, la tasa de rendimiento entrante al sistema es la misma que la tasa de rendimiento de salida del sistema, al menos a largo plazo. Tenga en cuenta que por Ley de Little, la relación entre el WIP y el tiempo de entrega (LT) es igual a la tasa de rendimiento (conocida). Así, se podría medir o bien el WIP total, incluyendo el anterior a la primera estación de trabajo, o el tiempo de entrega.
3 Los problemas al final del capítulo hacen referencia a las medidas de desempeño no discutidas en el texto.
El plazo de entrega es fácil de observar ya que calcularlo solo requiere registrar el tiempo de llegadas como atributo de entidad. Así, el plazo de entrega puede calcularse cuando una entidad abandona el sistema. Calcular el WIP requiere contar el número de entidades dentro de la línea. Esto también es sencillo. Vamos a optar por calcular el tiempo de entrega para este estudio.
El tamaño del búfer es el parámetro del modelo de interés. Se necesita la relación entre el tamaño del búfer y el tiempo de entrega. Así, se simularán diversos valores de tamaño de búfer y se observará el plazo de entrega. El tiempo promedio de entrega es una estadística de interés de medida de desempeño junto con el porcentaje de tiempo bloqueado de cada estación.
Hay cuatro variables aleatorias en el modelo, el tiempo entre llegadas y tres tiempos de operación, con un flujo para cada uno. El intervalo de tiempo simulado es el mismo que el periodo de revisión gerencial para la producción, una semana. Se realizarán veinte réplicas. Dado que la utilización de las estaciones es alta, una estación ocupada con una bandeja de tarjeta de circuito en el búfer entre estaciones anterior parece un estado típico del sistema. Así, se determinaron las condiciones iniciales.
La evidencia de verificación y validación se obtuvo de un experimento de simulación con el tamaño de búfer entre estaciones establecido al valor máximo en el experimento, 16. Los resultados muestran casi ningún bloqueo en este caso. La evidencia de verificación consiste en equilibrar el número de llegadas con el número de salidas y el número restante en la simulación al final de la carrera para una réplica. Estos valores se muestran en la Tabla 7-2.
| Cuadro 7-2: Evidencia de Verificación para la Replicación 1 | ||
| Charolas de Circuito Llegando | Bandejas de circuito que salen o permanecen al final de la simulación | |
| Condiciones iniciales | 6 | |
| Proceso de llegada | 794 | |
| Procesamiento terminado | 785 | |
| En búferes | 12 | |
| En el procesamiento | 3 | |
| Total | 800 | 800 |
La evidencia de validación se obtiene comparando el porcentaje de tiempo ocupado de la estación de deposición estimado a partir de los resultados de la simulación con el valor esperado calculado de la siguiente manera. El tiempo promedio de operación es de (0.7 + 4.7) /2 = 2.7 minutos. El tiempo promedio entre llegadas es de 3 minutos. De esta manera, el porcentaje esperado de tiempo ocupado es 2.7/3.0 = 90%. El intervalo de confianza aproximado del 99% para el verdadero porcentaje de tiempo ocupado calculado a partir de los resultados de la simulación es de 86.7% - 91.7%. Dado que este intervalo contiene el valor analítico determinado de tiempo ocupado, se obtiene evidencia de validación.
Dado que las otras estaciones pueden ser bloqueadas, su porcentaje de tiempo ocupado no es tan sencillo de calcular analíticamente. Por lo tanto, la evidencia de validación con respecto a las estaciones de deposición y colocación es más difícil de obtener.
Se compararán los resultados de simulación para los diversos valores de capacidad de búfer entre estaciones y se anotarán diferencias. Se realizarán análisis estadísticos para confirmar las diferencias que afectan a qué capacidad de búfer se elige. En el Cuadro 7-3 se muestra el tiempo promedio de entrega de cada capacidad de búfer para cada réplica, así como los estadísticos resumidos.
| Cuadro 7-3: Resumen promedio del tiempo de entrega (minutos) | |||||
| Capacidad de búfer | |||||
| Replicar | 1 | 2 | 4 | 8 | 16 |
| 1 | 75.4 | 46.3 | 36.6 | 33.9 | 33.2 |
| 2 | 121.3 | 65.7 | 40.9 | 38.2 | 38.1 |
| 3 | 97.7 | 66.8 | 48.6 | 39.6 | 39.4 |
| 4 | 41.5 | 29.9 | 25.1 | 25.0 | 25.0 |
| 5 | 45.8 | 27.5 | 23.6 | 23.5 | 23.5 |
| 6 | 93.7 | 45.8 | 28.9 | 27.9 | 27.9 |
| 7 | 47.1 | 35.6 | 29.1 | 28.2 | 28.2 |
| 8 | 36.5 | 24.6 | 21.8 | 21.7 | 21.7 |
| 9 | 45.2 | 28.5 | 25.3 | 25.0 | 25.0 |
| 10 | 52.1 | 26.7 | 23.6 | 23.1 | 23.1 |
| 11 | 137.2 | 87.4 | 57.6 | 48.8 | 48.8 |
| 12 | 102.6 | 44.9 | 36.1 | 34.1 | 34.1 |
| 13 | 70.6 | 41.3 | 28.8 | 26.9 | 26.9 |
| 14 | 44.7 | 33.9 | 26.9 | 25.5 | 25.5 |
| 15 | 97.4 | 54.6 | 35.0 | 30.9 | 30.4 |
| 16 | 46.9 | 29.9 | 27.1 | 26.4 | 26.4 |
| 17 | 39.1 | 31.6 | 28.5 | 27.2 | 27.2 |
| 18 | 95.9 | 69.7 | 51.6 | 43.4 | 43.4 |
| 19 | 28.7 | 23.5 | 21.9 | 21.9 | 21.9 |
| 20 | 80.2 | 44.5 | 35.0 | 34.0 | 34.0 |
| Promedio | 70.0 | 42.9 | 32.6 | 30.3 | 30.2 |
| Std. Dev. | 31.5 | 17.7 | 10.2 | 7.5 | 7.5 |
| 99% CI Límite Inferior | 49.8 | 31.6 | 26.1 | 25.5 | 25.4 |
| 99% CI Límite superior | 90.2 | 54.3 | 39.1 | 35.1 | 35.0 |
La Figura 7-3 muestra una gráfica del tiempo promedio en el sistema frente a la capacidad del búfer. De la Tabla 7-3 y de la Figura 7-3 se aprecia fácilmente que el tiempo promedio en el sistema disminuye significativamente cuando la capacidad del buffer se incrementa de 1 a 2 así como de 2 a 4. Se observan disminuciones más pequeñas cuando la capacidad del búfer se incrementa aún más. Se determinará la significancia estadística de estas últimas diferencias.
Figura 7-3: Tiempo promedio en el sistema frente a la capacidad del búfer
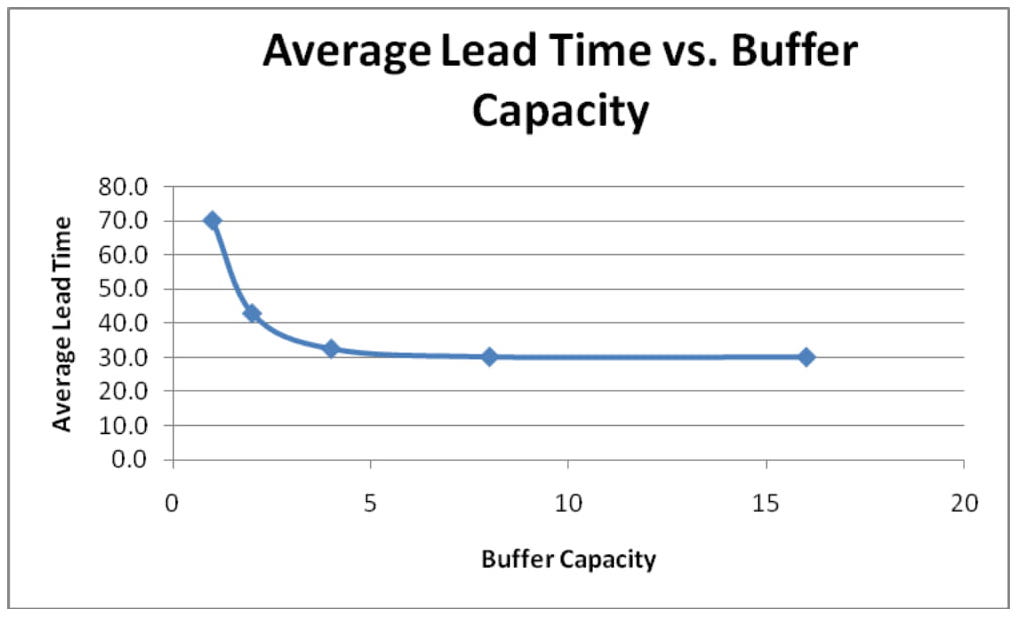
El tiempo promedio mínimo posible en el sistema es la suma de los tiempos promedio de procesamiento en cada estación 2.7 + 2.7 + 2.7 = 8.1 minutos. Tenga en cuenta que para tamaños de búfer de 4, 8 y 16, el tiempo promedio en el sistema es de 4 a 5 veces el tiempo promedio mínimo de ciclo. Esto se debe al alto grado de variabilidad en el sistema: tiempos de llegada exponenciales y tiempos de servicio distribuidos uniformemente con un amplio rango así como la alta utilización de las estaciones de trabajo. Este resultado es consistente con la ecuación VUT que muestra que el tiempo de entrega aumenta a medida que aumenta la variabilidad del tiempo entre llegadas, la variabilidad del tiempo de servicio y el aumento de la utilización.
El método emparejado-t se utiliza para calcular intervalos de confianza aproximados del 99% para la diferencia promedio en el tiempo de entrega para tamaños de búfer seleccionados. Estos resultados junto con los intervalos de confianza aproximados del 99% para el tiempo promedio de entrega para cada tamaño de tampón se muestran en la Tabla 7-4. Tenga en cuenta que la reducción promedio del tiempo de entrega usando 16 buffers en lugar de 8, no es estadísticamente significativa ya que el intervalo de confianza aproximado del 99% para la diferencia en el plazo promedio contiene 0.
En el Cuadro 7-5 se resume el porcentaje de tiempo bloqueado para la estación de deposición así como las diferencias en el porcentaje de tiempo de bloqueo, incluidos los intervalos de confianza de t emparejados para la diferencia media para los valores vecinos de tamaños de búfer de interés.
El porcentaje de tiempo que se bloquea la estación de deposición disminuye a medida que aumenta el tamaño del tampón como se esperaría. El intervalo de confianza emparejado-t para la diferencia en porcentaje de tiempo bloqueado para 16 búferes versus 8 búferes no contiene 0. Por lo tanto, la reducción en el porcentaje de tiempo de bloqueo debido al mayor tamaño del búfer no es estadísticamente significativa. Obsérvese además que los intervalos de confianza del 99% para el porcentaje de tiempo bloqueado para el caso de 8 y 16 búferes contienen ambos 0. Por lo tanto, el porcentaje de tiempo bloqueado para estos casos no es significativamente diferente de cero.
| Tabla 7-4: Prueba t pareada para el tiempo promedio de entrega (minutos) | |||||
| Capacidad de búfer | |||||
| Replicar | 4 | 8 | Diff4-8 | 16 | Diff 8 -16 |
| 1 | 36.6 | 33.9 | 2.7 | 33.2 | 0.7 |
| 2 | 40.9 | 38.2 | 2.7 | 38.1 | 0.1 |
| 3 | 48.6 | 39.6 | 9.0 | 39.4 | 0.3 |
| 4 | 25.1 | 25.0 | 0.2 | 25.0 | 0.0 |
| 5 | 23.6 | 23.5 | 0.1 | 23.5 | 0.0 |
| 6 | 28.9 | 27.9 | 0.9 | 27.9 | 0.0 |
| 7 | 29.1 | 28.2 | 0.9 | 28.2 | 0.0 |
| 8 | 21.8 | 21.7 | 0.1 | 21.7 | 0.0 |
| 9 | 25.3 | 25.0 | 0.4 | 25.0 | 0.0 |
| 10 | 23.6 | 23.1 | 0.5 | 23.1 | 0.0 |
| 11 | 57.6 | 48.8 | 8.9 | 48.8 | 0.0 |
| 12 | 36.1 | 34.1 | 2.0 | 34.1 | 0.0 |
| 13 | 28.8 | 26.9 | 1.9 | 26.9 | 0.0 |
| 14 | 26.9 | 25.5 | 1.4 | 25.5 | 0.0 |
| 15 | 35.0 | 30.9 | 4.1 | 30.4 | 0.5 |
| 16 | 27.1 | 26.4 | 0.7 | 26.4 | 0.0 |
| 17 | 28.5 | 27.2 | 1.3 | 27.2 | 0.0 |
| 18 | 51.6 | 43.4 | 8.2 | 43.4 | 0.0 |
| 19 | 21.9 | 21.9 | 0.0 | 21.9 | 0.0 |
| 20 | 35.0 | 34.0 | 1.0 | 34.0 | 0.0 |
| Promedio | 32.6 | 30.3 | 2.34 | 30.2 | 0.08 |
| Std. Dev. | 10.2 | 7.5 | 2.92 | 7.5 | 0.19 |
| 99% CI Límite Inferior | 26.1 | 25.5 | 0.47 | 25.4 | >-0.04 |
| 99% CI Límite superior | 39.1 | 35.1 | 4.21 | 35.0 | 0.21 |
| Tabla 7-5: Intervalos de confianza en T emparejados para el porcentaje de tiempo bloqueado de deposición | |||||
| Capacidad de búfer | |||||
| Replicar | 4 | 8 | Diff4-8 | 16 | Diff 8 -16 |
| 1 | 2.51% | 1.11% | 1.41% | 0.00% | 1.11% |
| 2 | 1.57% | 0.00% | 1.57% | 0.00% | 0.00% |
| 3 | 1.12% | 0.29% | 0.83% | 0.00% | 0.29% |
| 4 | 0.84% | 0.00% | 0.84% | 0.00% | 0.00% |
| 5 | 0.53% | 0.00% | 0.53% | 0.00% | 0.00% |
| 6 | 1.48% | 0.11% | 1.37% | 0.00% | 0.11% |
| 7 | 2.19% | 0.00% | 2.19% | 0.00% | 0.00% |
| 8 | 0.69% | 0.00% | 0.69% | 0.00% | 0.00% |
| 9 | 0.66% | 0.10% | 0.56% | 0.00% | 0.10% |
| 10 | 0.49% | 0.00% | 0.49% | 0.00% | 0.00% |
| 11 | 3.62% | 1.65% | 1.96% | 0.20% | 1.45% |
| 12 | 0.90% | 0.00% | 0.90% | 0.00% | 0.00% |
| 13 | 0.61% | 0.00% | 0.61% | 0.00% | 0.00% |
| 14 | 1.33% | 0.12% | 1.21% | 0.00% | 0.12% |
| 15 | 1.46% | 0.12% | 1.33% | 0.00% | 0.12% |
| 16 | 1.30% | 0.29% | 1.01% | 0.00% | 0.29% |
| 17 | 0.69% | 0.16% | 0.53% | 0.00% | 0.16% |
| 18 | 2.74% | 1.26% | 1.47% | 0.17% | 1.09% |
| 19 | 0.66% | 0.10% | 0.57% | 0.00% | 0.10% |
| 20 | 2.35% | 0.42% | 1.92% | 0.00% | 0.42% |
| Promedio | 1.39% | 0.29% | 1.10% | 0.02% | 0.27% |
| Std. Dev. | 0.87% | 0.48% | 0.53% | 0.06% | 0.43% |
| 99% CI Límite Inferior | -0.02% | 0.76% | -0.02% | -0.01% | |
| 99% CI Límite superior | 0.59% | 1.44% | 0.06% | 0.54% | |
7.3.4 Revisar y extender el trabajo anterior
Los expertos del sistema revisaron los resultados desarrollados que el tamaño del
búfer de cuatro debe ser utilizado en el sistema. La pequeña disminución, aproximadamente 10%, en el tiempo promedio de entrega obtenida con un tamaño de búfer de 8 no justificó el espacio extra. La diferencia fue estadísticamente significativa en el experimento de simulación. El porcentaje promedio de tiempo de bloqueo para la estación de deposición es de aproximadamente 1.4% por ciento para un tamaño de tampón de 4.
Se señaló que para algunas réplicas el tiempo promedio de entrega fue cercano a una hora. Esto fue de cierta preocupación.
7.3.5 Implementar la Solución Seleccionada y Evaluar
El sistema se implementó con 4 buffers. Se monitoreará el plomo promedio. Se identificarán y corregirán las causas del tiempo promedio largo de entrega.