
1.2: Unidad 1: Atrapando la Cabeza
- Page ID
- 153542
\( \newcommand{\vecs}[1]{\overset { \scriptstyle \rightharpoonup} {\mathbf{#1}} } \)
\( \newcommand{\vecd}[1]{\overset{-\!-\!\rightharpoonup}{\vphantom{a}\smash {#1}}} \)
\( \newcommand{\dsum}{\displaystyle\sum\limits} \)
\( \newcommand{\dint}{\displaystyle\int\limits} \)
\( \newcommand{\dlim}{\displaystyle\lim\limits} \)
\( \newcommand{\id}{\mathrm{id}}\) \( \newcommand{\Span}{\mathrm{span}}\)
( \newcommand{\kernel}{\mathrm{null}\,}\) \( \newcommand{\range}{\mathrm{range}\,}\)
\( \newcommand{\RealPart}{\mathrm{Re}}\) \( \newcommand{\ImaginaryPart}{\mathrm{Im}}\)
\( \newcommand{\Argument}{\mathrm{Arg}}\) \( \newcommand{\norm}[1]{\| #1 \|}\)
\( \newcommand{\inner}[2]{\langle #1, #2 \rangle}\)
\( \newcommand{\Span}{\mathrm{span}}\)
\( \newcommand{\id}{\mathrm{id}}\)
\( \newcommand{\Span}{\mathrm{span}}\)
\( \newcommand{\kernel}{\mathrm{null}\,}\)
\( \newcommand{\range}{\mathrm{range}\,}\)
\( \newcommand{\RealPart}{\mathrm{Re}}\)
\( \newcommand{\ImaginaryPart}{\mathrm{Im}}\)
\( \newcommand{\Argument}{\mathrm{Arg}}\)
\( \newcommand{\norm}[1]{\| #1 \|}\)
\( \newcommand{\inner}[2]{\langle #1, #2 \rangle}\)
\( \newcommand{\Span}{\mathrm{span}}\) \( \newcommand{\AA}{\unicode[.8,0]{x212B}}\)
\( \newcommand{\vectorA}[1]{\vec{#1}} % arrow\)
\( \newcommand{\vectorAt}[1]{\vec{\text{#1}}} % arrow\)
\( \newcommand{\vectorB}[1]{\overset { \scriptstyle \rightharpoonup} {\mathbf{#1}} } \)
\( \newcommand{\vectorC}[1]{\textbf{#1}} \)
\( \newcommand{\vectorD}[1]{\overrightarrow{#1}} \)
\( \newcommand{\vectorDt}[1]{\overrightarrow{\text{#1}}} \)
\( \newcommand{\vectE}[1]{\overset{-\!-\!\rightharpoonup}{\vphantom{a}\smash{\mathbf {#1}}}} \)
\( \newcommand{\vecs}[1]{\overset { \scriptstyle \rightharpoonup} {\mathbf{#1}} } \)
\( \newcommand{\vecd}[1]{\overset{-\!-\!\rightharpoonup}{\vphantom{a}\smash {#1}}} \)
\(\newcommand{\avec}{\mathbf a}\) \(\newcommand{\bvec}{\mathbf b}\) \(\newcommand{\cvec}{\mathbf c}\) \(\newcommand{\dvec}{\mathbf d}\) \(\newcommand{\dtil}{\widetilde{\mathbf d}}\) \(\newcommand{\evec}{\mathbf e}\) \(\newcommand{\fvec}{\mathbf f}\) \(\newcommand{\nvec}{\mathbf n}\) \(\newcommand{\pvec}{\mathbf p}\) \(\newcommand{\qvec}{\mathbf q}\) \(\newcommand{\svec}{\mathbf s}\) \(\newcommand{\tvec}{\mathbf t}\) \(\newcommand{\uvec}{\mathbf u}\) \(\newcommand{\vvec}{\mathbf v}\) \(\newcommand{\wvec}{\mathbf w}\) \(\newcommand{\xvec}{\mathbf x}\) \(\newcommand{\yvec}{\mathbf y}\) \(\newcommand{\zvec}{\mathbf z}\) \(\newcommand{\rvec}{\mathbf r}\) \(\newcommand{\mvec}{\mathbf m}\) \(\newcommand{\zerovec}{\mathbf 0}\) \(\newcommand{\onevec}{\mathbf 1}\) \(\newcommand{\real}{\mathbb R}\) \(\newcommand{\twovec}[2]{\left[\begin{array}{r}#1 \\ #2 \end{array}\right]}\) \(\newcommand{\ctwovec}[2]{\left[\begin{array}{c}#1 \\ #2 \end{array}\right]}\) \(\newcommand{\threevec}[3]{\left[\begin{array}{r}#1 \\ #2 \\ #3 \end{array}\right]}\) \(\newcommand{\cthreevec}[3]{\left[\begin{array}{c}#1 \\ #2 \\ #3 \end{array}\right]}\) \(\newcommand{\fourvec}[4]{\left[\begin{array}{r}#1 \\ #2 \\ #3 \\ #4 \end{array}\right]}\) \(\newcommand{\cfourvec}[4]{\left[\begin{array}{c}#1 \\ #2 \\ #3 \\ #4 \end{array}\right]}\) \(\newcommand{\fivevec}[5]{\left[\begin{array}{r}#1 \\ #2 \\ #3 \\ #4 \\ #5 \\ \end{array}\right]}\) \(\newcommand{\cfivevec}[5]{\left[\begin{array}{c}#1 \\ #2 \\ #3 \\ #4 \\ #5 \\ \end{array}\right]}\) \(\newcommand{\mattwo}[4]{\left[\begin{array}{rr}#1 \amp #2 \\ #3 \amp #4 \\ \end{array}\right]}\) \(\newcommand{\laspan}[1]{\text{Span}\{#1\}}\) \(\newcommand{\bcal}{\cal B}\) \(\newcommand{\ccal}{\cal C}\) \(\newcommand{\scal}{\cal S}\) \(\newcommand{\wcal}{\cal W}\) \(\newcommand{\ecal}{\cal E}\) \(\newcommand{\coords}[2]{\left\{#1\right\}_{#2}}\) \(\newcommand{\gray}[1]{\color{gray}{#1}}\) \(\newcommand{\lgray}[1]{\color{lightgray}{#1}}\) \(\newcommand{\rank}{\operatorname{rank}}\) \(\newcommand{\row}{\text{Row}}\) \(\newcommand{\col}{\text{Col}}\) \(\renewcommand{\row}{\text{Row}}\) \(\newcommand{\nul}{\text{Nul}}\) \(\newcommand{\var}{\text{Var}}\) \(\newcommand{\corr}{\text{corr}}\) \(\newcommand{\len}[1]{\left|#1\right|}\) \(\newcommand{\bbar}{\overline{\bvec}}\) \(\newcommand{\bhat}{\widehat{\bvec}}\) \(\newcommand{\bperp}{\bvec^\perp}\) \(\newcommand{\xhat}{\widehat{\xvec}}\) \(\newcommand{\vhat}{\widehat{\vvec}}\) \(\newcommand{\uhat}{\widehat{\uvec}}\) \(\newcommand{\what}{\widehat{\wvec}}\) \(\newcommand{\Sighat}{\widehat{\Sigma}}\) \(\newcommand{\lt}{<}\) \(\newcommand{\gt}{>}\) \(\newcommand{\amp}{&}\) \(\definecolor{fillinmathshade}{gray}{0.9}\)Objetivo
Después de completar esta unidad, deberías ser capaz de:
- Describir cómo tranvías la cabeza del molino.
- Explique cómo indicar el tornillo de banco.
- Explicar el uso de pinzas de resorte.
- Describir la diferencia entre el ascenso y el fresado convencional.
- Explicar cómo usar un buscador de bordes.
- Describa cómo configurar correctamente la caja de cambios de cambio rápido.
- Describir cómo cuadrar el stock.
- Describir fresado frontal.
- Describir el mantenimiento de trabajo avanzado.
Herramientas para Tramming
Un indicador de dial es una herramienta de precisión que se utiliza para medir cantidades minúsculas de deflexión entre dos superficies.
Al pisotear, se utiliza un indicador de dial unido al mandril para determinar la orientación de la cabeza del molino a la mesa del molino. La misma llave utilizada para apretar y aflojar la canilla se puede usar para ajustar los diversos pernos en la cabeza del molino.

Indicador de dial utilizado para pisar la cabeza.
Atramando el cabezal del molino
Tramming asegura que la cabeza del molino sea perpendicular a los ejes X e Y de la mesa del molino. Este proceso asegura que las herramientas de corte y las superficies de fresado sean perpendiculares a la mesa. El tramado adecuado también evita que se formen patrones irregulares al fresar.

Un indicador de dial conectado al husillo para una alineación precisa de la cabeza del molino.
La cabeza de un molino vertical es capaz de inclinarse de adelante hacia atrás y de lado a lado. Ocasionalmente estos ajustes pueden derivar. El cabezal del molino debe ser revisado y ajustado periódicamente, asegurando que el husillo sea perpendicular a la mesa.
- Retire el tornillo de banco de la mesa de fresado.
- Acople un indicador de dial al husillo y desplace el dial a seis pulgadas del eje del husillo. Asegúrese de que la sonda indicadora esté orientada hacia abajo.
- Levante la mesa del molino para que cuando entre en contacto con el indicador, el indicador lea entre 0.005 pulgadas a 0.010 pulgadas. Esta lectura se llama la precarga.
- Coloque el indicador del dial para que sea visible, luego ajuste el bisel a cero.
- Gire el husillo con la mano mientras observa el indicador.
- Si la lectura en el indicador del dial permanece en cero, el husillo está alineado.
- Si la lectura no es cero, continúe pisoteando la cabeza como se muestra a continuación.
Proceso de Tramming para el Eje X
- Para transitar alrededor del eje x (la dirección de izquierda a derecha del banco del molino cuando mira hacia la parte delantera del molino), afloje los seis tornillos (tres a cada lado del molino) usando la llave del molino.
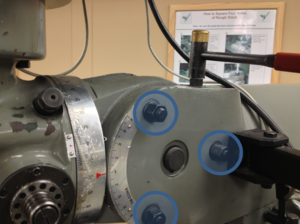
Ubicación de los pernos a aflojar para permitir que la cabeza gire alrededor del eje X.
- Después de aflojar los tornillos, vuelva a apretarlos a mano más ¼ de vuelta con la llave del molino.
- El perno de ajuste que mueve la cabeza del molino hacia arriba y hacia abajo alrededor del eje x se encuentra en la parte posterior del molino.

Perno de ajuste utilizado para posicionar la cabeza del molino verticalmente alrededor del eje X.
- Se utilizan dos protractores para indicar la alineación general. El prolongador más grande en la cabeza del molino tiene una flecha indicadora roja que debe alinearse con el marcador cero en el prolongador curvo en el cuerpo del molino. Esto solo proporciona una guía general, se requiere la lectura del indicador del dial para una alineación precisa.
- Coloque el indicador del dial en la parte posterior de la mesa. Ponga a cero el indicador del dial (precargado de 0.005″ a 0.010″). Asegúrese de medir sobre una superficie prístina de la mesa del molino. Puede ser necesario desplazar la mesa para evitar los huecos que hay en la tabla.
Dial que indica alrededor del eje X de la cabeza del molino.
- Con el dial puesto a cero y el husillo en punto muerto, gire el husillo para que el indicador del dial esté ahora en la parte delantera de la mesa, idealmente un giro de 180 grados. Asegúrese de agarrar la abrazadera que está unida al husillo (para evitar alterar la configuración vertical del dial).
- Tenga en cuenta la dirección en la que gira el dial para determinar la dirección en la que el cabezal del molino necesita viajar. Un movimiento en el sentido de las agujas del reloj requiere que la cabeza del molino deba ajustarse hacia arriba, mientras que una lectura en sentido contrario a las agujas del reloj requiere que la cabeza del molino deba ajustarse hacia abajo.
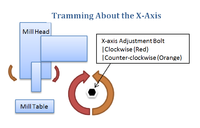
Ajuste de la cabeza del molino alrededor del eje X.
- El diagrama anterior muestra cómo el movimiento del perno de ajuste se correlaciona con el movimiento en la cabeza del molino. Una vez confiado en la dirección correcta, el perno de ajuste necesita ser girado, ajuste la cabeza del molino para que se alcance ½ la diferencia entre las medidas posterior y frontal. Por ejemplo, si la lectura trasera es cero y la lectura frontal es 0.010″, ajuste la cabeza del molino para que el dial lea 0.005″ más cerca de cero.
- Después de completar el primer ajuste, nuevamente ponga a cero el indicador del dial. Se recomienda poner a cero la misma posición para evitar confusiones, sin embargo, no es necesario. Continúe con el proceso de ajuste hasta que la diferencia entre la parte delantera y la trasera no sea mayor a 0.002 pulgadas.
- Una vez satisfecho con las lecturas, comience a volver a apretar los pernos que se aflojaron, apretándolos uniformemente en rotación para evitar cambios en la alineación. Vuelva a verificar la medición entre la parte delantera y trasera para asegurarse de que la cabeza del molino no se movió significativamente del apriete.
Proceso de Tramming para el Eje Y
- Para comenzar a pisotear alrededor del eje y, hay cuatro pernos en la parte frontal del molino que deben aflojarse para permitir el movimiento de la cabeza del molino. Los tornillos deben aflojarse y luego volver a apretarlos para que estén más allá de ser apretados a mano (aproximadamente ¼ de vuelta después de estar apretados a mano con la llave apropiada)

Ubicación de los pernos a aflojar para permitir que la cabeza gire alrededor del eje Y.
- El perno de ajuste para mover la cabeza del molino hacia la izquierda y hacia la derecha alrededor del eje y se muestra en la siguiente figura. Al girar este perno en sentido horario y antihorario, la cabeza del molino se moverá en consecuencia.
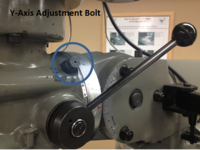
Perno de ajuste utilizado para posicionar la cabeza del molino alrededor del eje Y.
- La flecha indicadora en los trasportadores para pisotear alrededor del eje y se encuentra en una placa independiente que está en contacto con el prolongador vertical. Esta flecha indicadora y el cero en el prolongador vertical se pueden utilizar para estimar un punto de partida para el tramming.
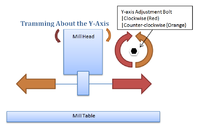
Ajuste de la cabeza del molino alrededor del eje Y.
- La figura anterior muestra cómo el perno de ajuste para el arrastre alrededor del eje y afecta a la cabeza del molino. Use el mismo proceso que se describe para pisotear sobre el eje x, sin embargo, use ubicaciones a la izquierda y derecha de la cabeza del molino como puntos de referencia en contraste con la parte delantera y trasera como se hizo anteriormente.
- Una vez que se hayan completado los ajustes, apriete los tornillos en la cabeza del molino y vuelva a verificar las mediciones sobre el eje x y el eje y. Es posible que el tranvía en cualquier dirección pueda haber sido alterado por el re-apriete de los pernos. Asegúrese de que todas las medidas estén dentro de 0.002 pulgadas. Si las mediciones no están dentro de la tolerancia, el proceso de tramming tendrá que ser rehecho.
Indicando el tornillo de banco
- La mayoría de las piezas de trabajo se sujetan en un tornillo de banco que se sujeta a la mesa.
- Es importante alinear el tornillo de banco con los ejes de alimentación de la máquina para que las características de la máquina estén alineadas con los bordes de la culata.
- Fije el tornillo de banco en la cama mediante el uso de pernos en T y asegúrelo cómodamente, sin dejar de permitir el ajuste al tornillo de banco.
- Instale un indicador de dial en el husillo de la máquina con la sonda orientada hacia afuera del operador.
- Baje el husillo y luego posicione la cama de la mesa hasta que la mandíbula fija en el tornillo de banco esté tocando el indicador. Continuar hasta que el indicador haya registrado la mitad de una revolución.
- Ajuste el bisel del indicador del dial a cero.
- Ejecute el indicador a través de la cara del tornillo de banco con la alimentación cruzada.
- El indicador se mantendrá en cero si el vicio es cuadrado.
- Si el indicador no permanece en cero, realinee el tornillo de banco golpeando ligeramente con un martillo blando hasta que el indicador lea la mitad de su valor anterior.
- Repita el proceso hasta que el indicador del dial muestre cero a través de un recorrido completo de un lado del tornillo de banco al otro.
- Sujete firmemente los tornillos en T, sin cambiar la orientación del tornillo de banco. Vuelva a verificar la alineación del tornillo de banco.
Tipos de Fresas
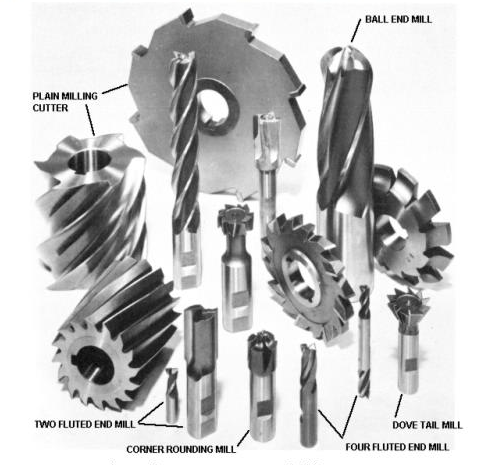
Un surtido de fresas.
- Las fresas que tienen ejes sólidos se utilizan generalmente en molinos verticales.
- Las fresas que tienen orificios con llave se utilizan generalmente en molinos horizontales.
- Las fresas de extremo se utilizan para cortar bolsillos, ranuras y ranuras.
- Se pueden usar dos fresas estriadas para sumergirse en una pieza de trabajo como un taladro.
- 2 y 3 flautas son generalmente para aluminio, 4 flautas es mejor para acero inoxidable. Más flautas están mejor cortando, pero vienen a un precio más alto.
- Los molinos de extremo con más de dos flautas no deben sumergirse en la obra.
- Los filetes se pueden producir con molinos de extremo de bola.
- Múltiples características, como bordes redondos, se pueden realizar mediante fresas formadas.
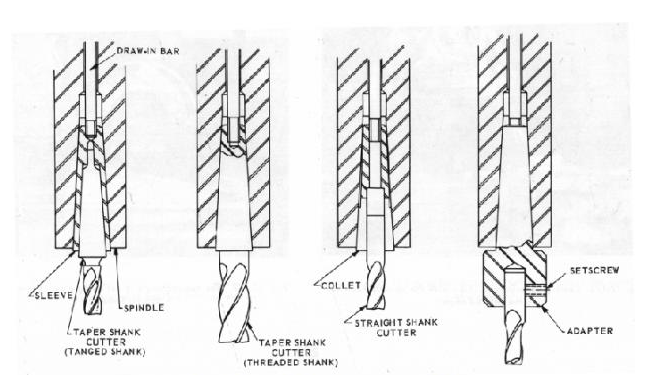
Métodos de retención de una fresa de extremo.
Pinzas de resorte
- Si es necesario quitar una herramienta, bloquee la caña en la posición más alta.
- A continuación, afloje la barra de tiro con una llave mientras usa el freno.
- Asegúrese de que los hilos de la barra de extracción permanezcan enganchados en el collar. Si no están enganchadas, la fresa se caerá y potencialmente se dañará cuando la pinza se libere del husillo.
- Para liberar el collar del husillo, toque el extremo de la barra de extracción.
- Finalmente, desenrosque la barra de tiro de la pinza.
- Para instalar una fresa diferente, coloque la fresa en una pinza que se ajuste al vástago.
- Inserte la pinza en el husillo mientras se asegura de que la ranura de la llave se alinea correctamente con la llave en el husillo.
- Comience a enhebrar la barra de extracción en el collar mientras sostiene la cortadora con una mano. Después, use una llave para apretar la barra de tiro mientras engancha el freno.
Fresado por ascenso vs. fresado convencional
Es importante conocer la diferencia entre el fresado convencional y el fresado por ascenso. El uso de un procedimiento incorrecto puede resultar en cortadores rotos y piezas de trabajo desechadas.
Fresado Convencional
- La pieza de trabajo se alimenta contra la rotación de la fresa.
- La molienda convencional se prefiere generalmente para cortes de desbaste.
- El fresado convencional requiere menos fuerza que el fresado por ascenso.
- No requiere un eliminador de holguras y gibs apretados de mesa.
- Se recomienda cuando se mecanizan fundiciones y acero laminado en caliente.
- También se recomienda cuando hay una superficie dura que haya resultado de incrustaciones o arena.
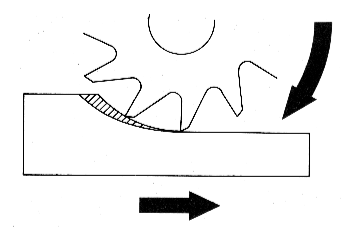
Se muestra arriba: Fresado Convencional
Fresado por ascenso
- La pieza de trabajo se alimenta con la rotación de la fresa.
- Este método da como resultado un mejor acabado. Las virutas no se llevan a la pieza de trabajo, por lo que no dañan el acabado
- Los accesorios cuestan menos. El fresado por ascenso fuerza la pieza de trabajo hacia abajo, por lo que se pueden utilizar dispositivos de sujeción simples
- El grosor de la viruta tiende a hacerse más pequeño cuanto más cerca está de un borde, por lo que hay menos posibilidades de que se rompa el borde, especialmente con materiales quebradizos.
- Aumenta la vida útil de la herramienta La vida útil de la herramienta se puede aumentar hasta en un 50% debido a que las virutas se apilan detrás de la herramienta.
- Las virutas se pueden quitar más fácilmente ya que las virutas caen detrás del cortador.
- Reduce la potencia necesaria en un 20%. Esto se debe al uso de un cortador de ángulo de ataque más alto.
- No se recomienda si la pieza de trabajo no se puede sujetar de forma segura o si la máquina no puede soportar altas fuerzas.
- No se puede utilizar para mecanizar piezas fundidas y acero laminado en caliente.
- Este método puede tirar de la pieza de trabajo hacia el cortador y alejarla del dispositivo de sujeción, lo que resulta en cortadores rotos y piezas de trabajo desechadas.
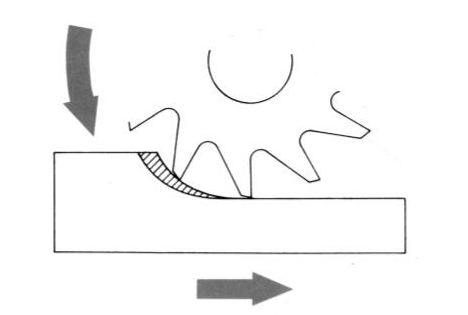
Se muestra arriba: Fresado por ascenso
Ajuste de la velocidad del husillo
- La velocidad del husillo cambia dependiendo de la geometría del tren de transmisión.
- Se puede usar una manivela para ajustar la velocidad del husillo en máquinas más nuevas.
- Para cambiar la velocidad, el husillo tiene que estar girando.
- La velocidad (en RPM) se muestra en el indicador del dial.
- Hay dos escalas en el indicador del dial para los rangos bajo y alto.
- Se utiliza una palanca para cambiar el rango de la máquina.
- Ocasionalmente, es necesaria una ligera rotación del husillo para que los engranajes se acoplen correctamente.
Uso de un buscador de bordes
- Los bordes de una pieza de trabajo deben ubicarse antes de realizar trabajos de fresado que requieran una gran precisión. Un buscador de bordes ayuda a encontrar los bordes.
- Se recomienda 800-1200 rpm de husillo.
- Para usar un buscador de bordes, desplace ligeramente las dos mitades para que se tambaleen a medida que giran.
- Mueva lentamente la pieza de trabajo hacia el buscador de bordes.
- El buscador de bordes se centrará, luego de repente perderá concentricidad.
- La lectura digital te indica la posición del husillo.
- El diámetro del buscador de bordes es de 0.200″. Entonces, sumar o restar la mitad de eso (0.100″) será el centro de la herramienta.
- Si se centra en la parte superior izquierda, suma 0.100″ al eje X y resta 0.100″ del eje Y. Si se centra en la parte superior derecha, reste 0.100″ del eje X y reste 0.100″ del eje Y.
- Referencia de pieza Cero es cuando la broca se pone a cero en los ejes X y X.
- Un buscador de bordes puntiagudos es mucho más fácil, pero no tan preciso. Solo use un buscador de bordes puntiagudos si no es necesaria la precisión.
Uso de los diales del micrómetro
- La mayoría de las alimentaciones manuales de una fresadora tienen indicadores de dial micrométrico.
- Si se conoce la longitud de la alimentación, el indicador del dial debe establecerse en ese número (milésimas de pulgada).
- Para liberar el indicador del dial, gire el anillo de bloqueo en sentido antihorario. Ajuste el dial y vuelva a apretar.
- Antes de ajustar el indicador del dial, asegúrese de que el juego del mecanismo de accionamiento de la mesa esté ocupado.
- Es común que las máquinas más nuevas tengan lecturas digitales, que son preferibles porque miden directamente la posición de la mesa. Cuando se usa una lectura digital, se nieguen las preocupaciones de contragolpe.
Stock de cuadratura
- Al hacer una esquina cuadrada, oriente verticalmente un borde terminado en el tornillo de banco y sujételo ligeramente a la pieza.
- Colocar la plaza del maquinista contra el borde terminado y la base del tornillo de banco.
- Alinee la pieza de trabajo con el cuadrado golpeándolo ligeramente con un mazo de goma.
- Sujete firmemente el tornillo de banco.
- El borde superior de la pieza está listo para ser fresado.
Fresado frontal
- Con frecuencia es necesario fresar una superficie plana sobre una pieza de trabajo grande. Esto se hace mejor usando un cortador de cara.
- Se debe seleccionar una fresa que sea aproximadamente una pulgada más ancha que la pieza de trabajo para terminar el recubrimiento en una pasada.

Se muestra arriba: Fresado frontal
Ranuras de Fresado
- Las ranuras cuadradas se pueden cortar usando fresas de extremo.
- En una pasada, las ranuras se pueden crear dentro de dos milésimas de pulgada.
- Use una fresa de extremo que sea más pequeña que la ranura deseada para obtener más precisión.
- Mida la ranura y haga una segunda pasada para abrir la ranura a la dimensión deseada.
- La profundidad de corte no debe exceder el diámetro de la fresa.
Workholding avanzado
- Use un bloque en V para asegurar el material redondo en un tornillo de banco. Se puede utilizar tanto horizontal como verticalmente.
- La sujeción de material redondo en un bloque en V generalmente daña la culata.
- Los bloques de pinza están hechos para sujetar piezas de trabajo redondas.
- Para fresar características en incrementos de 90 grados, utilice un bloque de pinza cuadrado.
- Para fresar características en incrementos de 60 grados, utilice un bloque hexagonal.
- Es más fácil configurar el material cuando las operaciones son perpendiculares o paralelas a los bordes de la pieza de trabajo. Es más difícil configurar una pieza de trabajo cuando las operaciones no son paralelas o perpendiculares a los bordes. En ocasiones, se puede utilizar una placa angular para fresar material en cualquier ángulo deseado.
- Las piezas que no encajan bien en un tornillo de banco se pueden asegurar directamente a la mesa con abrazaderas de sujeción.
- Use paralelismos para crear un espacio entre el trabajo y la cama.
- Incline ligeramente las abrazaderas hacia abajo en la obra.
- Las mesas giratorias se pueden colocar en la cama para hacer características circulares.
- Las mesas giratorias permiten la rotación de la pieza de trabajo.
- Use un indicador de dial para controlar con precisión el ángulo de rotación.
- Use una bola para piezas de trabajo de forma irregular. Asegúrate de tomar solo unos pequeños cortes para evitar tirar la pieza de trabajo fuera del tornillo de banco.
TEST UNITARIO
- ¿Qué herramienta se utiliza para pisotear la cabeza?
- Explicar el proceso para el transpado del eje X.
- Explicar el proceso para el trasillamiento del eje Y.
- ¿Cuál es el propósito de indicar el tornillo de banco?
- Nombra tres tipos de fresas.
- Explique cómo funciona una pinza de resorte.
- ¿Cuál es la diferencia entre el fresado convencional y el fresado por ascenso?
- Describa brevemente cómo se puede centrar una mesa giratoria con el husillo vertical del molino.
- Describa brevemente cómo ajustar la velocidad del husillo en la fresadora.
- ¿Qué herramienta se utiliza para fresar grandes superficies de piezas de trabajo?