
2.5: Unidad 5: Roscado
- Page ID
- 153566
OBJETIVO
Después de completar esta unidad, deberías ser capaz de:
• Describir el procedimiento de golpeteo.
• Determinar las RPM para el roscado.
• Describir el relleno y pulido.
• Describir el workholding avanzado.
Tapping
El roscado es el proceso de cortar una rosca dentro de un orificio para que se pueda enroscar un tornillo o perno en el orificio. Además, se utiliza para hacer hilo en tuercas.
El roscado se puede hacer en el torno mediante alimentación eléctrica o a mano. Independientemente del método, el orificio debe perforarse con el taladro de grifo del tamaño adecuado y achaflanarse al final.
Procedimientos de roscado
Buenas Prácticas
Uso de guías de grifo
Las guías de grifo son una parte integral en la fabricación de un grifo utilizable y recto. Al usar el torno o el molino, el grifo ya está recto y centrado. Al alinear manualmente un grifo, tenga cuidado, ya que una guía de golpecito de 90° es mucho más precisa que el ojo humano.
Uso de aceite
Al perforar y roscar, es crucial usar aceite. Evita que las brocas chillen, hace que el corte sea más suave, limpia las virutas y evita que el taladro y el stock se sobrecalienten.
picoteando
El picoteo ayuda a garantizar que las brocas no se sobrecalienten y se rompan cuando las usan para perforar o roscar La perforación de picoteo consiste en perforar parcialmente a través de una pieza, luego retraerla para eliminar las virutas, permitiendo simultáneamente que la pieza se enfríe. Girar el mango un giro completo y luego retroceder un medio giro es una práctica común. Siempre que la broca o el grifo estén retrocedidos, retire tantas virutas como sea posible y agregue aceite a la superficie entre el taladro o macho y la pieza de trabajo. Procedimiento de Golpeado Manual 1. Seleccione el tamaño de la broca de la tabla. Al elegir un tamaño de grifo, esta tabla es el primer lugar para buscar
Procedimiento de golpeteo manual
1. Seleccione el tamaño de la broca de la tabla.
Al elegir un tamaño de grifo, esta tabla es el primer lugar para buscar.
Tamaños de Taladro de Grifo y
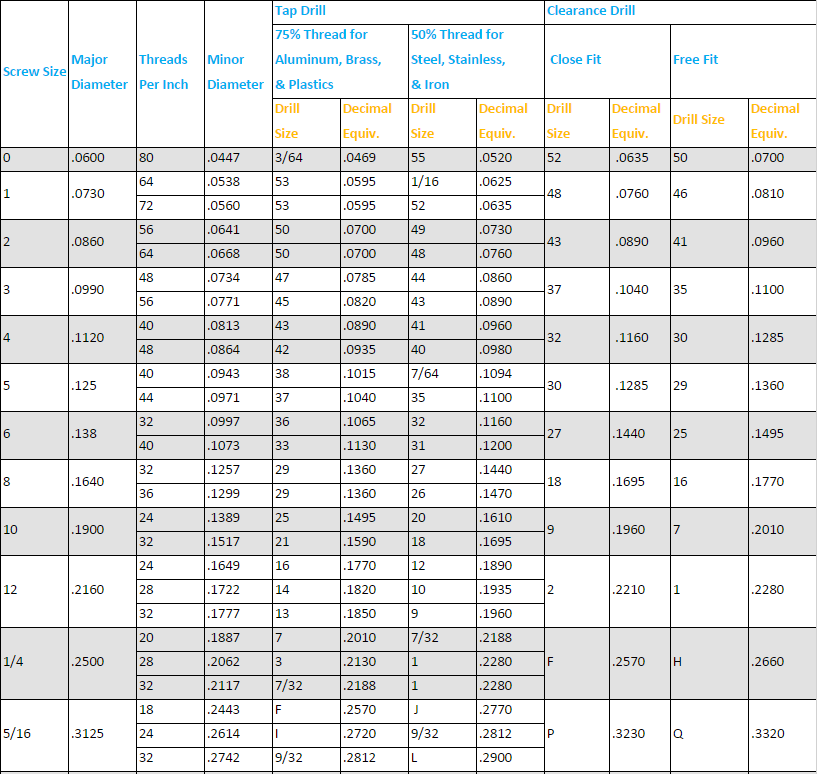
2. Si es necesario, agregue chaflán al agujero antes de roscar. Los chaflanes y avellanados son características adicionales que a veces se desean para los tornillos. Para obtener mejores resultados, la velocidad del husillo debe estar entre 150 y 250 rpm.
3. Obtener una guía de tap. El agujero ya está listo para tocar. Para ello, utilice los grifos y los bloques guía cerca de los molinos manuales. Los bloques de guía tendrán varios orificios para grifos de diferentes tamaños. Seleccione el más cercano al tamaño del grifo que se está utilizando y colóquelo sobre el orificio perforado.
4. Toca el bloque. Peck tap usando las llaves de grifo. Aplique una presión suave mientras gira la llave una vuelta completa hacia adentro, luego una media vuelta hacia afuera. Toque picoteo a la profundidad deseada.
5. Completa el grifo. Si el grifo no va más lejos o se ha alcanzado la profundidad deseada, libere la presión sobre el grifo; es probable que haya tocado fondo. Retire el grifo del orificio.
Aplicar más presión es probable que rompa el grifo. Cuanto más pequeño es el grifo, más probable es que se rompa.
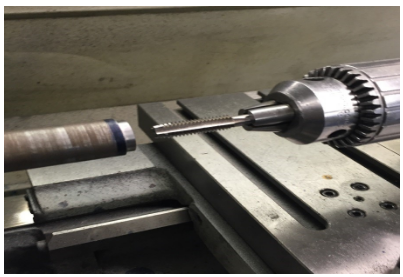
Figura 1. Tap
Procedimiento de roscado para torno
Procedimiento:
1. Monte la pieza de trabajo en el portabrocas.
2. Taladro frontal y central.
3. Seleccione el taladro de grifo adecuado para el grifo que se va a utilizar.
4. Ejemplo: ¼ — 20 unc utilizó taladro # 7.
5. Ajuste el torno a la velocidad adecuada y taladre con el grifo a la profundidad requerida. Use abundante líquido de corte.
6. Nota: la pieza de trabajo girará al roscar usando la potencia del torno. Utilice una velocidad de husillo muy lenta. (40 a 60 rpm) y abundante líquido de corte.
7. Achaflán el borde del agujero.
Archivado en un Torno
Una pieza de trabajo debe llenarse en un torno solo para eliminar una pequeña cantidad de material, para eliminar quemaduras o redondear esquinas afiladas. La pieza de trabajo siempre debe girarse a aproximadamente .002 a .003 pulgadas de tamaño, si la superficie va a ser archivada. Sostenga el mango de la lima en la mano izquierda para evitar lesiones al limar en el torno, de modo que los brazos y las manos puedan mantenerse alejados del mandril giratorio.
Procedimiento:
1. Establezca la velocidad del husillo en aproximadamente el doble de la utilizada para el giro.
2. Monte la pieza de trabajo en el portabrocas, lubrique y ajuste el punto muerto en la pieza de trabajo.
3. Mueva el carro lo más lejos posible hacia el lado derecho y retire el poste de la herramienta (si es necesario)
4. Desenganche el tornillo de avance y la varilla de alimentación.
5. Seleccione el archivo correcto para usar.
6. Arranca el torno.
7. Sujete el mango del archivo en la mano izquierda y sostenga el punto del archivo con el dedo de la mano derecha.
8. Aplique una ligera presión y empuje la lima hacia adelante hasta su longitud completa. Libere presión sobre la estaca de retorno.
9. Mueva el archivo aproximadamente la mitad del ancho del archivo por cada trazo y continúe archivando, usando de 30 a 40 trazos por minuto hasta que la superficie esté terminada.
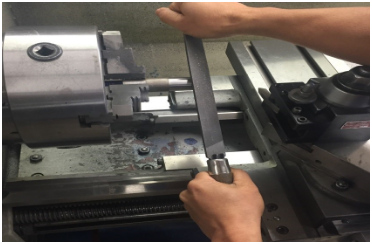
Figura 2. Presentación
Al archivar en torno, se debe observar la siguiente seguridad.
• Enrollar las mangas.
• No utilice una lima sin un mango correctamente ajustado.
• Retirar relojes y anillos.
• No aplique demasiada presión al archivo.
• Limpie el archivo frecuentemente con un pincel de archivo. Frote un poco de tiza en los dientes del archivo para evitar obstrucciones y facilitar la limpieza.
Pulido en un Torno
Después de que la pieza de trabajo haya sido archivada, el acabado puede mejorarse puliendo con tela abrasiva.
Procedimiento:
1. Seleccione el tipo de recolección y grado de tela abrasiva, para el acabado deseado, use una pieza de aproximadamente 6 a 8 pulgadas de largo y 1 pulgada de ancho.
2. Ajuste el torno para que funcione a alta velocidad (aproximadamente 800-1000 rpm).
3. Desenganche la varilla de alimentación y el tornillo de avance.
4. Lubrique y ajuste el punto muerto.
5. Arranca el torno.
6. Sostenga la tela abrasiva sobre la pieza de trabajo.
7. Con la mano derecha, presione la tela firmemente sobre la obra mientras sujeta firmemente el otro extremo de la tela abrasiva con la mano izquierda.
8. Mueva la tela lentamente hacia adelante y hacia atrás a lo largo de la pieza.
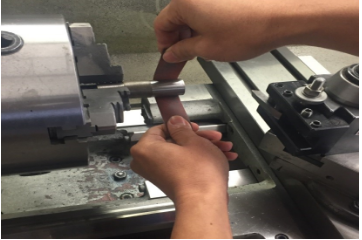
Figura 3. Pulido
Al pulir en un Torno, se debe observar la siguiente seguridad:
1. Enrollar las mangas.
2. Colóquense cualquier ropa suelta
Para acabados normales, use tela abrasiva de grano 80 a 100. Para mejores acabados, use una tela abrasiva de grano fino.
Workholding avanzado
Algunas piezas pueden ser irregulares, requiriendo herramientas especializadas para sujetarlas adecuadamente antes de ser mecanizadas.
1. La pieza no se puede colocar en un collar o mandril cuando se corta en todo el diámetro exterior de la culata.
2. Las piezas con agujeros a través de él deben presionarse sobre un eje de torno (un eje cónico) y luego sujetarse al eje en lugar de a la pieza misma.
3. Si el agujero es demasiado grande, el uso de un eje de torno no soportará suficientemente la pieza. En su lugar, use las mandíbulas exteriores para agarrar el diámetro interior de la pieza.
4. Es posible que las piezas con geometrías complejas deban sujetarse a una placa frontal que se instalará aún más en el husillo.
TORNO DE TRABAJO:
La siguiente tabla proporciona una comparación rápida de las fortalezas y debilidades de los diferentes medios de sujeción de la pieza de trabajo en un torno:
Método | Precisión | Repetibilidad | Conveniencia | Notas |
Pinzas | Alto | Alto | Alto | Rápido, de alta precisión, alta repetibilidad, se agarra bien, es poco probable que se dañe la pieza de trabajo, agarre extendido sobre un área amplia. Portabrocas y pinzas caras. Asa longitudes limitadas. La pieza de trabajo debe ser redonda y debe ajustarse casi exactamente al tamaño de la pinza. |
Mandíbula de 3 mordazas con mordazas | Alto | Alto | Alto | Para piezas de trabajo más grandes, los portabrocas de 3 mandíbulas con mordazas suaves son la norma en el mundo CNC. |
Mandril autocentrado de 3 mordazas con mandíbulas duras | Bajo | Bajo | Alto | Común, barato, sencillo. Baja precisión, baja repetibilidad si retira la pieza de trabajo y tiene que volver a colocarla. |
Mandabrocas de 4 morda | Alto | Alto | Mediano | Puede llevar mucho tiempo ajustar individualmente las mandíbulas, pero resultará en una alta precisión. Puede sostener piezas desfasadas para girar levas o excéntricas. Puede contener formas irregulares y culata cuadrada o rectangular. |
Portabrocas autocentrantes de 6 mordazas | Mediano | Mediano | Alto | Lo mejor para trabajos de pared delgada o para sujetar bordes terminados de la pieza de trabajo. Obviamente bueno para stock hexagonal. |
Torneado de placa frontal | Varía con configuración | Mediano | Bajo | Ideal para formas irregulares. Implica abrazaderas como una configuración de fresado. Puede necesitar contrapesos para mantener las cosas equilibradas. |
Torneado entre centros | Alto | Alto | Bajo | Gran precisión, permite volver a colocar la pieza entre centros con muy alta repetibilidad. |
Torneado de cara constante | Alto | Alto | Alto | La alternativa moderna al giro entre centros. En lugar de usar perros de torno, que son una especie de molestia para configurar, el sistema de cara constante utiliza fuerza hidráulica u otra para agarrar e impulsar el extremo del husillo. |
Ampliando los cenadores | Alto | Alto | Alto | Estos funcionan de adentro hacia afuera en lugar del exterior hacia adentro pero por lo demás son muy parecidos a los collets. |
El método describe la técnica o utillaje particular que se va a utilizar.
La precisión describe con qué precisión se sujetará la pieza de trabajo, o qué tan cerca de concéntricamente correrá con el husillo antes de tomar cualquier corte.
La repetibilidad describe lo fácil que es sacar la pieza de trabajo y luego volver a colocarla de nuevo con precisión.
PRUEBA UNITARIA
1. ¿Qué tamaño de taladro se utilizará para el grifo de ½ -20?
2. ¿Cuál es el propósito del chaflán?
3. ¿Cuál es el mejor RPM para tapping?
4. ¿Qué velocidad de husillo establecemos para el archivado?
5. ¿Cuál es el propósito del pulido?
6. ¿Cuál es la mejor tela abrasiva de grano para acabados normales?
7. ¿Qué tipo de trabajo es el más adecuado para los portabrocas de tres mordazas?
8. ¿Cuáles son las características especiales del mandril de tres mordazas?
9. Explicar la diferencia entre el mandril de tres mordazas y el mandril de 4 mordazas
10. ¿Cuáles son las ventajas y desventajas de un mandril de recogida?