
8.3: El estudio de caso
- Page ID
- 80821

Este estudio de caso trata de determinar el número de máquinas necesarias en cada estación de trabajo para satisfacer un nivel particular de demanda con un nivel de servicio satisfactorio. El número promedio de máquinas ocupadas se puede determinar usando la ley de Little. Sin embargo, debido al tiempo de espera para las máquinas ocupadas, el tiempo de entrega puede exceder el objetivo de la administración. Es decir, el nivel de servicio es demasiado bajo. Las máquinas adicionales en una estación reducen la utilización y por lo tanto reducen el tiempo de entrega.
8.3.1 Definir los problemas y el objetivo de la solución
Una tienda de trabajo consta de cuatro estaciones de trabajo cada una con un tipo de máquina: torno, cepilladora, moldeadora y pulidora como se muestra en la Figura 8-1. Hay una ruta a través de la tienda de trabajo para cada uno de los tres tipos de trabajo. Las máquinas pueden estar ocupadas o inactivas.
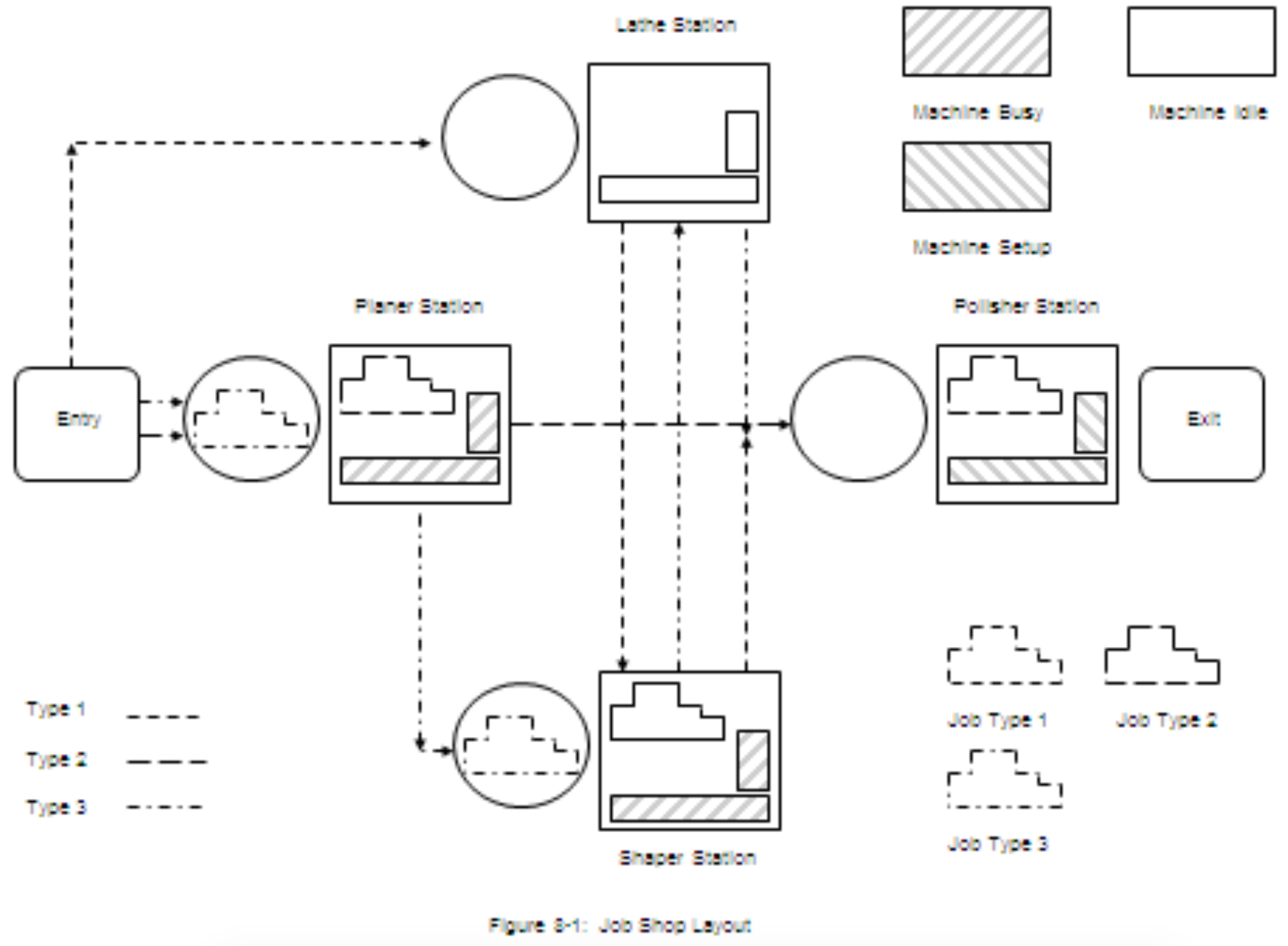
La gerencia desea que cada trabajo pase menos de 8 horas en la tienda. El nivel de servicio es el porcentaje de empleos que cumplen con esta meta. El objetivo es encontrar el número mínimo de máquinas, y así el costo de equipo de capital, que permita que el taller alcance un nivel de servicio alto, pero aún no especificado. La dirección revisa el rendimiento de la tienda cada mes.
La tienda procesa tres tipos de trabajos que tienen las siguientes rutas a través de la tienda:
Tipo 1: torno, moldeadora, pulidora
Tipo 2: cepilladora, pulidora
Tipo 3: cepilladora, moldeadora, torno, pulidora
Cada tipo de trabajo tiene su propio proceso de llegada, es decir, su propia distribución del tiempo entre llegadas. Los datos del tiempo de procesamiento del trabajo no estaban disponibles por tipo de empleo. Así, se utiliza una sola distribución para modelar el tiempo de operación en una estación. Los problemas de configuración pueden ignorarse por ahora.
Los datos relevantes son los siguientes. El tiempo entre llegadas para cada tipo de trabajo se distribuye exponencialmente. El tiempo medio entre llegadas para el trabajo tipo 1 es de 2.0 horas, para los empleos tipo 2 2.0 horas, y para los empleos tipo 3 de 0.95 horas. Los tiempos de procesamiento se distribuyen triangularmente con los siguientes parámetros (mínimo, modo, máximo), dados en horas.
cepilladora: (1.0, 1.2, 2.4)
Modelador: (0.75, 1.0, 2.0)
Torno: (0.40, 0.80, 1.25)
Pulidora: (0.5, 0.75, 1.5)
8.3.2 Construir modelos
El modelo de la tienda de trabajo utiliza la siguiente lógica:
- Un trabajo llega como modelado en el proceso de llegada.
- El trabajo se enruta de acuerdo con el proceso de enrutamiento.
- Si el trabajo necesita más operaciones, se envía a la estación correspondiente a su siguiente operación.
- Si el trabajo ha completado todas las operaciones, se calcula su plazo de entrega y se registra el nivel de servicio para este trabajo. Entonces el trabajo sale de la tienda. Tenga en cuenta que el nivel de servicio es de 100 para aceptable (menos de 8 horas) o 0 para no aceptable (mayor de 8 horas).
- El trabajo se procesa en la estación de trabajo seleccionada según el modelo de un proceso de operación.
- El trabajo vuelve al paso 2.
El ruteo de trabajo corresponde a la matriz de ruteo que se muestra en la Figura 8-2, con Depart indicando que se ha llegado al final de la ruta.
| Tipo de Trabajo | Primera Operación | Segunda Operación | Tercera Operación | Cuarta Operación | Último |
| 1 | Torno | Moldeadora | Pulidora | Salida | |
| 2 | cepilladora | Pulidora | Salida | ||
| 3 | cepilladora | Moldeadora | Torno | Pulidora | Salida |
Figura 8-2. Matriz de enrutamiento de tienda de trabajo.
| Las enitidades representan trabajos y tienen los siguientes atributos: | |
| JobType = | tipo de empleo |
| ArriveTime = | simulación de tiempo de llegada |
| Ubicación = | ubicación de un puesto de trabajo relativo al inicio de su ruta: 1ra.. 4ª |
| OpTime i = | tiempo de operación en la i-ésima estación en la ruta de un trabajo: i = 1.. 4 |
| Ruta i = | estación en la ubicación iésima en la ruta de un trabajo |
| ArriveStation = | hora de llegada a una estación, utilizada para computar el tiempo de espera en una estación |
Hay un proceso de llegada para cada tipo de trabajo. Los procesos de llegada para los tipos de trabajo son similares. Todos los atributos se asignan incluyendo cada tiempo de operación. El tiempo de operación se asigna para asegurar que al i-ésimo trabajo de llegada (entidad) se le asignará la i-ésima muestra de cada flujo de números aleatorios para cada alternativa probada. Esta es la mejor implementación del método de números aleatorios comunes discutido en el capítulo 4. Los valores asignados al atributo Ruta son los nombres de las estaciones que componen la ruta en el orden visitado. La última estación se llama Depart para indicar que la entidad ha completado el procesamiento. Cualquiera que sea la medida de desempeño, las observaciones se hacen en el proceso de Salida. Al finalizar el proceso de llegada, la entidad es enviada al proceso de ruteo.
El proceso de enrutamiento es el siguiente. La Ubicación relativa al inicio de la ruta se incrementa en 1. La entidad es enviada al proceso cuyo nombre es dado por Ubicación de Ruta. El proceso de enrutamiento requiere cero tiempo de simulación.
El proceso como cada estación es como el de la estación de trabajo única discutida en el capítulo 6. Una entidad que llega espera el recurso de cepilladora. Se realiza la operación y el recurso se pone inactivo. La entidad es enviada al proceso de ruteo.
Sigue la forma pseudoinglesa del modelo incluyendo el proceso de llegada para trabajos tipo 1, el proceso de operación para la cepilladora, el proceso de enrutamiento y el proceso de salida.
| Definir Llegadas: \(\ \quad\quad\) Tipo1 \(\ \quad\quad\quad\quad\) Hora de la primera llegada: \(\ \quad\quad\quad\quad\) Tiempo entre llegadas: \(\ \quad\quad\) Tipo2 \(\ \quad\quad\quad\quad\) Tiempo de la primera llegada: \(\ \quad\quad\quad\quad\) Tiempo entre llegadas: \(\ \quad\quad\) Tipo3 \(\ \quad\quad\quad\quad\) Hora de la primera llegada: \(\ \quad\quad\quad\quad\) Tiempo entre llegadas: |
0 Distribuido exponencialmente con una media de 2 horas Número de llegadas: Infinito 0 Distribuido exponencialmente con una media de 2 horas Número de llegadas: Infinito 0 Distribuido exponencialmente con una media de 0.95 horas Número de llegadas: Infinito |
| Definir Recursos: \(\ \quad\quad\) Torno/? \(\ \quad\quad\)Planera/? \(\ \quad\quad\)Pulidor/? \(\ \quad\quad\)Shaper/? |
con estados (Ocupado, Inactiva) con estados (Ocupado, Inactiva) con estados (Ocupado, Inactiva) con estados (Ocupado, Inactiva) |
| Definir Atributos de Entidad: \(\ \quad\quad\) ArrivalTime \(\ \quad\quad\) JobType \(\ \quad\quad\) Ubicación \(\ \quad\quad\) OpTime (4) \(\ \quad\quad\) Ruta (5) \(\ \quad\quad\) ArriveStation |
//parte etiquetada con su hora de llegada; cada parte tiene su propia etiqueta //tipo de trabajo //ubicación de un trabajo relativo al inicio de su ruta: 1.. 4 //tiempo de operación en la i-ésima estación en la ruta de un trabajo //estación en el lugar i-ésimo en la ruta de un trabajo //hora de llegada a una estación, utilizada para calcular el tiempo de espera |
| Proceso ArriveType1 Comenzar \(\ \quad\quad\) Set ArrivalTime = Reloj \(\ \quad\quad\) Set Ubicación = 0 \(\ \quad\quad\) Set JobType = 1 \(\ \quad\quad\)//Establecer ruta y tiempos de procesamiento \(\ \quad\quad\) Establecer ruta (1) a Torno \(\ \quad\quad\) Establecer opTime (1) a triangular 0.40, 0.80, 1.25 hr \(\ \quad\quad\) Establecer ruta (2) a Shaper \(\ \quad\quad\) Set OpTime (2) a triangular 0.75, 1.00, 2.00 hr \(\ \quad\quad\) Establecer ruta (3) a Pulidora \(\ \quad\quad\) Set OpTime (3) a triangular 0.50, 0.75, 1.50 hr \(\ \quad\quad\) Establecer ruta (4) a final \(\ \quad\quad\)Enviar a P_Route End |
//trabajo de tiempo récord llega en etiqueta //trabajo al inicio de la ruta |
| Process Planer Start \(\ \quad\quad\) Set ArriveStation = Reloj \(\ \quad\quad\) Espere hasta que la Planera/1 esté Inactiva en la Cola QPlaner \(\ \quad\quad\) Hacer Planera/1 Ocupado \(\ \quad\quad\) Tabulado (Reloj- ArriveStation) en WaitTimePlaner \(\ \quad\quad\) Espera OPTime (Ubicación) horas \(\ \quad\quad\) Hacer Planera/1 Inactiva \(\ \quad\quad\) Enviar a P_Route End |
//tiempo récord el trabajo llega a la estación //el trabajo espera su encendido de la máquina //el trabajo comienza en la máquina; la máquina está ocupada //realizar un seguimiento del tiempo de espera del trabajo //el trabajo está procesado //el trabajo está terminado; la máquina está inactiva |
| Proceso Ruta Comienzo \(\ \quad\quad\) Ubicación++ \(\ \quad\quad\) Enviar a Ruta (Ubicación) Fin |
//Incrementar la ubicación en la ruta //Enviar a la siguiente estación o salida |
Comienzo de Salida del Proceso //Tiempo de entrega en horas por tipo de empleo y para todos los tipos de trabajo si tipo = Job1 luego tabular (Clock-ArrivalTime) en LeadTime (1) si type = Job2 luego tabular (Clock-ArrivalTime) en LeadTime (2) if type = Job3 luego tabular (Clock-ArrivalTime) en LeadTime (3) tabular ((Clock-ArrivalTime) en LeadTimeAll if ((Clock-ArrivalTime) <= 8 tabular 100 en Servicio si no tabular 0 en Fin de Servicio |
//Nivel de servicio registrado |
8.3.3 Identificar causas raíz y evaluar alternativas iniciales
La gerencia revisa el sistema mensualmente. Así, se eligió un experimento de terminación con un tiempo de finalización de un mes. Además, la gerencia está interesada en el porcentaje de empleos que pasan menos de 8 horas en la tienda, el nivel de servicio, así como el tiempo de espera de trabajo en cada estación. Estas cantidades son las medidas de desempeño de interés.
Hay siete flujos de números aleatorios, uno para el proceso de llegada para cada uno de los tres tipos de trabajos y uno para cada uno de los cuatro tiempos de operación. Se realizarán veinte réplicas. Las condiciones iniciales reflejan un estado típico de la tienda: dos trabajos de cada tipo en cada estación.
Los parámetros del modelo son el número de máquinas en cada estación. El número esperado de máquinas ocupadas en cada estación se utilizará como valor de parámetro para la primera simulación. La administración es capaz de proporcionar más máquinas en estaciones de trabajo donde el tiempo máximo de espera es excesivo para cumplir con el objetivo de nivel de servicio.
El Cuadro 8-1 resume el experimento de simulación.
| Tabla 8-1: Diseño de Experimentos de Simulación para la Tienda de Trabajo | |
| Elemento del experimento | Valores para este experimento |
| Tipo de experimento | Terminando |
| Parámetros del modelo y sus valores | Número de máquinas en cada estación: 1. Número promedio ocupado como se muestra en la Tabla 8-2 siguiente |
| Medidas de desempeño | 1. Porcentaje de trabajos cuyo ciclo de tiempo es menor a 8 horas (Nivel de Servicio) 2. Tiempo de espera en cada estación |
| Flujos de números aleatorios | 1. Tiempo entre llegadas - tipo de empleo 1 2. Tiempo entre llegadas - tipo de empleo 2 3. Tiempo entre llegadas - tipo de trabajo 3 4. Estación de tiempo de operación 1 5. Estación de tiempo de operación 2 6. Estación de tiempo de operación 3 7. Estación de tiempo de operación 4 |
| Condiciones Iniciales | 2 partes de cada tipo que pueden estar en una estación en el búfer de cada estación |
| Número de réplicas | 20 |
| Tiempo de finalización de simulación | 184 horas (un mes) |
El número esperado de máquinas que necesita cada tipo de pieza en cada estación se calcula como se muestra en la Tabla 8-2.
- El tiempo medio de servicio es la media de la distribución triangular del tiempo de servicio en cada estación. Esta cantidad es el promedio aritmético del mínimo, modo y máximo.
- El número esperado de máquinas es el cociente del tiempo medio de operación dividido por el tiempo medio entre llegadas (Ley de Little).
- El número total esperado de máquinas en una estación es la suma sobre los tres tipos de piezas. Este valor se redondea al siguiente número entero superior para producir el número de máquinas en cada estación.
- El tiempo de procesamiento sin procesar es la suma de los tiempos medios de procesamiento en cada estación en la ruta de un trabajo.
| Tabla 8-2: Número esperado de máquinas necesarias en cada estación de trabajo | |||||
| cepilladora | Moldeadora | Torno | Pulidora | Tiempo de procesamiento en bruto | |
| Tipo de Trabajo 1 | |||||
| Tiempo medio entre llegadas (TBA = 1/TH) | 2 | 2 | 2 | ||
| Tiempo Medio de Operación (CT) | 1.25 | 0.82 | 0.92 | 2.99 | |
| Número esperado de máquinas (= CT/TBA) | 0.63 | 0.41 | 0.46 | ||
| Tipo de Trabajo 2 | |||||
| Tiempo medio entre llegadas (TBA) | 2 | 2 | |||
| Tiempo Medio de Operación (CT) | 1.53 | 0.92 | 2.45 | ||
| Número esperado de máquinas (= CT/TBA) | 0.77 | 0.46 | |||
| Tipo de Trabajo 3 | |||||
| Tiempo medio entre llegadas (TBA) | 0.95 | 0.95 | 0.95 | 0.95 | |
| Tiempo Medio de Operación (CT) | 1.53 | 1.25 | 0.82 | 0.92 | 4.52 |
| Número esperado de máquinas (= ST/TBA) | 1.61 | 1.32 | 0.86 | 0.97 | |
| Número total esperado de máquinas | 2.38 | 1.94 | 1.27 | 1.89 | |
| Número de Máquinas a Usar | 3 | 2 | 2 | 2 | |
El tiempo medio de procesamiento en bruto para los tipos de trabajo es de 1.45 horas, 2.99 horas y 4.52 horas. Así, un tiempo de ciclo en el criterio de tienda de un día (8 horas) representa aproximadamente de 2 a 5 veces el tiempo de procesamiento en bruto lo que parece razonable.
La Tabla 8-3 da el nivel de servicio para la tienda y el tiempo máximo de espera en cada estación. Observe que el nivel de servicio es altamente variable, oscilando entre 19.8% y 97.3%. Los tiempos máximos de espera son mucho mayores para el moldeador que cualquiera de las otras tres máquinas. Los tiempos máximos de espera en la pulidora y la cepilladora también son largos.
| Cuadro 8-3: Resultados de Simulación - Número Esperado de Máquinas Caso. | |||||
| Replicar | Nivel de Servicio | Tiempo Máximo de Espera en el Torno (Horas) | Tiempo máximo de espera en la cepilladora (horas) | Tiempo Máximo de Espera en la Pulidora (Horas) | Tiempo Máximo de Espera en el Modelador (Horas) |
| 1 | 21.2 | 1.1 | 4.4 | 4.6 | 23.0 |
| 2 | 42.7 | 1.6 | 3.3 | 4.0 | 10.7 |
| 3 | 22.8 | 1.2 | 8.6 | 9.8 | 17.1 |
| 4 | 40.1 | 1.4 | 5.1 | 3.4 | 11.2 |
| 5 | 97.3 | 1.0 | 2.6 | 3.4 | 2.8 |
| 6 | 73.4 | 0.8 | 5.0 | 4.4 | 4.4 |
| 7 | 62.4 | 2.2 | 2.9 | 2.8 | 13.9 |
| 8 | 74.0 | 1.5 | 3.9 | 4.0 | 9.1 |
| 9 | 24.7 | 2.2 | 4.1 | 4.9 | 14.0 |
| 10 | 37.6 | 1.3 | 4.8 | 3.3 | 13.0 |
| 11 | 57.8 | 1.5 | 3.6 | 3.4 | 7.8 |
| 12 | 19.8 | 1.1 | 8.8 | 9.2 | 13.3 |
| 13 | 38.0 | 1.1 | 7.0 | 3.7 | 10.0 |
| 14 | 70.8 | 1.0 | 3.1 | 4.2 | 9.0 |
| 15 | 36.9 | 1.1 | 4.1 | 6.5 | 11.5 |
| 16 | 76.2 | 1.1 | 3.1 | 3.5 | 8.3 |
| 17 | 59.3 | 1.0 | 3.0 | 6.0 | 7.9 |
| 18 | 60.6 | 1.5 | 5.3 |
4.5 |
6.3 |
| 19 | 31.1 | 1.4 | 3.8 | 9.1 | 7.0 |
| 20 | 24.4 | 1.1 | 5.3 | 4.5 | 16.8 |
| Promedio | 48.6 | 1.3 | 4.6 | 5.0 | 10.9 |
| Std. Dev. | 22.5 | 0.4 | 1.8 | 2.1 | 4.7 |
| 99% CI Límite Inferior | 34.2 | 0.1 | 0.4 | 0.5 | 1.1 |
| 99% CI Límite superior | 62.9 | 2.9 | 2.9 | 2.9 | 2.9 |
8.3.4 Revisar y ampliar el trabajo anterior
Los expertos del sistema revisaron los resultados desarrollados en el apartado anterior. Se consideró que el nivel promedio de servicio de 48.6% era demasiado bajo. Se necesita un nivel de servicio de al menos 95%. Se agregará una máquina a la estación moldeadora para reducir el tiempo máximo de espera. Se agregarán máquinas adicionales una a la vez a la estación con el mayor tiempo máximo de espera hasta que se logre el nivel de servicio del 95%.