
1.14: Planeación de la calidad
- Page ID
- 68458

\( \newcommand{\vecs}[1]{\overset { \scriptstyle \rightharpoonup} {\mathbf{#1}} } \)
\( \newcommand{\vecd}[1]{\overset{-\!-\!\rightharpoonup}{\vphantom{a}\smash {#1}}} \)
\( \newcommand{\dsum}{\displaystyle\sum\limits} \)
\( \newcommand{\dint}{\displaystyle\int\limits} \)
\( \newcommand{\dlim}{\displaystyle\lim\limits} \)
\( \newcommand{\id}{\mathrm{id}}\) \( \newcommand{\Span}{\mathrm{span}}\)
( \newcommand{\kernel}{\mathrm{null}\,}\) \( \newcommand{\range}{\mathrm{range}\,}\)
\( \newcommand{\RealPart}{\mathrm{Re}}\) \( \newcommand{\ImaginaryPart}{\mathrm{Im}}\)
\( \newcommand{\Argument}{\mathrm{Arg}}\) \( \newcommand{\norm}[1]{\| #1 \|}\)
\( \newcommand{\inner}[2]{\langle #1, #2 \rangle}\)
\( \newcommand{\Span}{\mathrm{span}}\)
\( \newcommand{\id}{\mathrm{id}}\)
\( \newcommand{\Span}{\mathrm{span}}\)
\( \newcommand{\kernel}{\mathrm{null}\,}\)
\( \newcommand{\range}{\mathrm{range}\,}\)
\( \newcommand{\RealPart}{\mathrm{Re}}\)
\( \newcommand{\ImaginaryPart}{\mathrm{Im}}\)
\( \newcommand{\Argument}{\mathrm{Arg}}\)
\( \newcommand{\norm}[1]{\| #1 \|}\)
\( \newcommand{\inner}[2]{\langle #1, #2 \rangle}\)
\( \newcommand{\Span}{\mathrm{span}}\) \( \newcommand{\AA}{\unicode[.8,0]{x212B}}\)
\( \newcommand{\vectorA}[1]{\vec{#1}} % arrow\)
\( \newcommand{\vectorAt}[1]{\vec{\text{#1}}} % arrow\)
\( \newcommand{\vectorB}[1]{\overset { \scriptstyle \rightharpoonup} {\mathbf{#1}} } \)
\( \newcommand{\vectorC}[1]{\textbf{#1}} \)
\( \newcommand{\vectorD}[1]{\overrightarrow{#1}} \)
\( \newcommand{\vectorDt}[1]{\overrightarrow{\text{#1}}} \)
\( \newcommand{\vectE}[1]{\overset{-\!-\!\rightharpoonup}{\vphantom{a}\smash{\mathbf {#1}}}} \)
\( \newcommand{\vecs}[1]{\overset { \scriptstyle \rightharpoonup} {\mathbf{#1}} } \)
\(\newcommand{\longvect}{\overrightarrow}\)
\( \newcommand{\vecd}[1]{\overset{-\!-\!\rightharpoonup}{\vphantom{a}\smash {#1}}} \)
\(\newcommand{\avec}{\mathbf a}\) \(\newcommand{\bvec}{\mathbf b}\) \(\newcommand{\cvec}{\mathbf c}\) \(\newcommand{\dvec}{\mathbf d}\) \(\newcommand{\dtil}{\widetilde{\mathbf d}}\) \(\newcommand{\evec}{\mathbf e}\) \(\newcommand{\fvec}{\mathbf f}\) \(\newcommand{\nvec}{\mathbf n}\) \(\newcommand{\pvec}{\mathbf p}\) \(\newcommand{\qvec}{\mathbf q}\) \(\newcommand{\svec}{\mathbf s}\) \(\newcommand{\tvec}{\mathbf t}\) \(\newcommand{\uvec}{\mathbf u}\) \(\newcommand{\vvec}{\mathbf v}\) \(\newcommand{\wvec}{\mathbf w}\) \(\newcommand{\xvec}{\mathbf x}\) \(\newcommand{\yvec}{\mathbf y}\) \(\newcommand{\zvec}{\mathbf z}\) \(\newcommand{\rvec}{\mathbf r}\) \(\newcommand{\mvec}{\mathbf m}\) \(\newcommand{\zerovec}{\mathbf 0}\) \(\newcommand{\onevec}{\mathbf 1}\) \(\newcommand{\real}{\mathbb R}\) \(\newcommand{\twovec}[2]{\left[\begin{array}{r}#1 \\ #2 \end{array}\right]}\) \(\newcommand{\ctwovec}[2]{\left[\begin{array}{c}#1 \\ #2 \end{array}\right]}\) \(\newcommand{\threevec}[3]{\left[\begin{array}{r}#1 \\ #2 \\ #3 \end{array}\right]}\) \(\newcommand{\cthreevec}[3]{\left[\begin{array}{c}#1 \\ #2 \\ #3 \end{array}\right]}\) \(\newcommand{\fourvec}[4]{\left[\begin{array}{r}#1 \\ #2 \\ #3 \\ #4 \end{array}\right]}\) \(\newcommand{\cfourvec}[4]{\left[\begin{array}{c}#1 \\ #2 \\ #3 \\ #4 \end{array}\right]}\) \(\newcommand{\fivevec}[5]{\left[\begin{array}{r}#1 \\ #2 \\ #3 \\ #4 \\ #5 \\ \end{array}\right]}\) \(\newcommand{\cfivevec}[5]{\left[\begin{array}{c}#1 \\ #2 \\ #3 \\ #4 \\ #5 \\ \end{array}\right]}\) \(\newcommand{\mattwo}[4]{\left[\begin{array}{rr}#1 \amp #2 \\ #3 \amp #4 \\ \end{array}\right]}\) \(\newcommand{\laspan}[1]{\text{Span}\{#1\}}\) \(\newcommand{\bcal}{\cal B}\) \(\newcommand{\ccal}{\cal C}\) \(\newcommand{\scal}{\cal S}\) \(\newcommand{\wcal}{\cal W}\) \(\newcommand{\ecal}{\cal E}\) \(\newcommand{\coords}[2]{\left\{#1\right\}_{#2}}\) \(\newcommand{\gray}[1]{\color{gray}{#1}}\) \(\newcommand{\lgray}[1]{\color{lightgray}{#1}}\) \(\newcommand{\rank}{\operatorname{rank}}\) \(\newcommand{\row}{\text{Row}}\) \(\newcommand{\col}{\text{Col}}\) \(\renewcommand{\row}{\text{Row}}\) \(\newcommand{\nul}{\text{Nul}}\) \(\newcommand{\var}{\text{Var}}\) \(\newcommand{\corr}{\text{corr}}\) \(\newcommand{\len}[1]{\left|#1\right|}\) \(\newcommand{\bbar}{\overline{\bvec}}\) \(\newcommand{\bhat}{\widehat{\bvec}}\) \(\newcommand{\bperp}{\bvec^\perp}\) \(\newcommand{\xhat}{\widehat{\xvec}}\) \(\newcommand{\vhat}{\widehat{\vvec}}\) \(\newcommand{\uhat}{\widehat{\uvec}}\) \(\newcommand{\what}{\widehat{\wvec}}\) \(\newcommand{\Sighat}{\widehat{\Sigma}}\) \(\newcommand{\lt}{<}\) \(\newcommand{\gt}{>}\) \(\newcommand{\amp}{&}\) \(\definecolor{fillinmathshade}{gray}{0.9}\)No es suficiente para asegurarse de hacer un proyecto a tiempo y por debajo del presupuesto. Debe asegurarse de hacer el producto adecuado para satisfacer las necesidades de sus partes interesadas. La calidad significa asegurarse de que construyes lo que dijiste que harías y que lo haces de la manera más eficiente posible. Y eso significa tratar de no cometer demasiados errores y mantener siempre su proyecto trabajando hacia el objetivo de crear el producto adecuado.
Todo el mundo “sabe” lo que es la calidad. Pero la forma en que se usa la palabra en la vida cotidiana es un poco diferente de cómo se usa en la gestión de proyectos. Al igual que la triple restricción (alcance, costo y horario), usted administra la calidad en un proyecto estableciendo metas y tomando medidas. Es por eso que debe comprender los niveles de calidad que sus grupos de interés creen que son aceptables y asegurarse de que su proyecto cumpla con esos objetivos, tal como necesita para cumplir con sus objetivos de presupuesto y cronograma.
La satisfacción del cliente consiste en asegurarse de que las personas que están pagando por el producto final estén contentas con lo que obtienen. Cuando el equipo reúne requisitos para la especificación, intentan anotar todas las cosas que los clientes quieren en el producto para que sepas cómo hacerlos felices. Algunos requisitos pueden dejarse sin especificar. Esos son los que están implícitos por las necesidades explícitas del cliente. Por ejemplo, algunos requisitos son solo de sentido común (por ejemplo, un producto que la gente sostiene no puede estar hecho de químicos tóxicos que puedan matarlos). Puede que no se diga, pero definitivamente es un requisito.
“Aptitud para usar” consiste en asegurarse de que el producto que construyas tenga el mejor diseño posible para adaptarse a las necesidades del cliente. ¿Cuál elegirías: un producto que esté bellamente diseñado, bien construido, construido sólidamente y por todas partes agradable a la vista pero que no haga lo que necesita, o un producto que haga lo que quiere a pesar de ser feo y difícil de usar? Siempre elegirás el producto que se ajuste a tus necesidades, aunque esté seriamente limitado. Por eso es importante que el producto haga lo que se supone que debe hacer y lo haga bien. Por ejemplo, podrías clavar un clavo con un destornillador, pero un martillo es un mejor ajuste para el trabajo.
La conformidad con los requisitos es el núcleo tanto de la satisfacción del cliente como de la aptitud para usar, y es una medida de qué tan bien su producto hace lo que pretende. Sobre todo, tu producto necesita hacer lo que anotaste en tu documento de requisitos. Sus requisitos deben tomar en cuenta lo que satisfará a su cliente y el mejor diseño posible para el trabajo. Eso significa conformarse tanto a requisitos declarados como implícitos.
Al final, la calidad de su producto se juzga por si construyó lo que dijo que construiría.
La planificación de la calidad se enfoca en tomar toda la información disponible para usted al inicio del proyecto y averiguar cómo medirá la calidad y evitará defectos. Su empresa debe tener una política de calidad que establezca cómo mide la calidad en toda la organización. Debe asegurarse de que su proyecto siga la política de la compañía y cualquier regla o reglamento gubernamental sobre cómo planificar la calidad para su proyecto.
Es necesario planificar qué actividades utilizará para medir la calidad del producto del proyecto. Y tendrás que pensar en el costo de todas las actividades relacionadas con la calidad que quieres realizar. Entonces necesitarás establecer algunas pautas para lo que medirás en contra. Finalmente, deberá diseñar las pruebas que realizará cuando el producto esté listo para ser probado.
Calidad y Grado
Según la Organización Internacional de Normalización (ISO), la calidad es “el grado en que un conjunto de características inherentes cumple con los requisitos”. Los requisitos de un producto o proceso pueden ser categorizados o dados una calificación que proporcionará una base para la comparación. La calidad está determinada por lo bien que algo cumple con los requisitos de su grado.
Para la mayoría de las personas, el término calidad también implica una buena relación calidad-precio: obtener el valor de su dinero. Por ejemplo, incluso los productos de baja calidad deben funcionar como se esperaba, ser seguros de usar y durar una cantidad de tiempo razonable. Considera los siguientes ejemplos.
Ejemplo: Calidad de Grados de Gasolina
Las refinadoras de petróleo proporcionan gasolina en varios grados diferentes según el índice de octano porque los índices de octanaje más altos son adecuados para motores de compresión más altos. La gasolina no debe estar contaminada con tierra o agua, y el rendimiento real del combustible debe estar cerca de su índice de octanaje. Un envío de gasolina de baja calidad calificada como 87 octanos que esté libre de agua u otros contaminantes sería de alta calidad, mientras que un envío de gas de 93 octanos de alto grado que esté contaminado con suciedad sería de baja calidad.
Ejemplo: Calidad del Empaque de Muebles
John tiene muebles antiguos en excelentes condiciones que le dejó su abuela. Las piezas son importantes para John por razones sentimentales, y son valiosas. John decide contratar mudanzas (profesionales de alto grado) para cargar sus muebles en la camioneta usando el acolchado y las restricciones adecuadas para evitar abolladuras y arañazos durante la mudanza. El estándar de John para la alta calidad es que no se produzcan daños observables en sus grandes muebles, especialmente las antigüedades. Si los muebles llegan a su nuevo departamento sin una sola abolladura, rasguño u otro daño, la actividad será de alta calidad. El estándar de John para empacar su cocina es más bajo. Sus platillos son viejos y baratos, por lo que decide confiar en sus amigos inexpertos (aficionados de bajo grado) para ayudarle a empacar su cocina. Si algunos de los platos o cristalería son astillados o rotos en el proceso, el ahorro en costo de mano de obra compensará con creces la pérdida y será una buena relación calidad-precio.
Estadísticas
Determinar qué tan bien los productos cumplen con los requisitos de grado se realiza tomando medidas y luego interpretando esas mediciones. Las estadísticas —la interpretación matemática de datos numéricos— son útiles a la hora de interpretar grandes cantidades de medidas y se utilizan para determinar qué tan bien el producto cumple con una especificación cuando el mismo producto se fabrica repetidamente. Las mediciones realizadas en muestras del producto deben estar dentro de los límites de control, los extremos superior e inferior de variación permisible, y corresponde a la gerencia diseñar un proceso que produzca productos de manera consistente entre esos límites.
Los diseñadores instruccionales suelen utilizar estadísticas para determinar la calidad de sus diseños de cursos. Las evaluaciones de los estudiantes son una forma en la que los diseñadores instruccionales pueden decir si el aprendizaje ocurre dentro de los límites de control.
Ejemplo: Configuración de límites de control
Una refinería de petróleo produce grandes cantidades de combustible en varios grados. Se extraen muestras de los combustibles y se miden a intervalos regulares. Si se supone que un combustible tiene un rendimiento de 87 octanos, las muestras del combustible deben producir resultados de prueba cercanos a ese valor. Muchas de las muestras tendrán puntuaciones distintas a las 87. Las diferencias se deben a factores aleatorios que son difíciles o costosos de controlar. La mayoría de las muestras deben estar cerca de la calificación 87 y ninguna de ellas debe estar demasiado lejos. El fabricante tiene grados de 85 y 89, por lo que deciden que ninguna de las muestras del combustible de 87 octanos debe ser inferior a 86 o superior a 88.
Si un proceso está diseñado para producir un producto de cierto tamaño u otra característica medida, es imposible controlar todos los pequeños factores que pueden hacer que el producto difiera ligeramente de la medición deseada. Algunos de estos factores producirán productos que tienen medidas que son mayores de lo deseado y algunos tendrán el efecto contrario. Si varios factores aleatorios están afectando el proceso, tienden a compensarse entre sí, y los resultados más comunes se encuentran cerca de la mitad del rango; este fenómeno se llama teorema del límite central.
Si el rango de posibles valores de medición se divide por igual en subdivisiones llamadas bins, las mediciones se pueden clasificar y se puede contar el número de mediciones que caen en cada contenedor. El resultado es una distribución de frecuencia que muestra cuántas mediciones caen en cada contenedor. Si los efectos que están causando las diferencias son aleatorios y tienden a compensarse entre sí, la distribución de frecuencia se denomina distribución normal, que se asemeja a la forma de una campana con bordes que se destellan. Los bordes de una curva teórica de distribución normal se acercan mucho a cero pero no llegan a cero.
Ejemplo: Distribución normal
El gerente de control de calidad de una refinería mide muchas muestras de gasolina de 87 octanos, ordena las mediciones por su índice de octanaje en contenedores de 0.1 octanos de ancho y luego cuenta el número de mediciones en cada contenedor. Luego crea un gráfico de distribución de frecuencias de los datos, como se muestra en la Figura 14.1.
Es común tomar muestras —subconjuntos seleccionados al azar de la población total— y medir y comparar sus cualidades, ya que medir toda la población sería engorroso, si no imposible. Si las mediciones de la muestra se distribuyen por igual por encima y por debajo del centro de la distribución como están en la Figura 14.1, el promedio de esas mediciones es también el valor central que se llama la media, y se representa en fórmulas por la letra griega minúscula µ (pronunciada mu). La cantidad de diferencia de las mediciones con respecto al valor central se denomina desviación estándar de la muestra o simplemente la desviación estándar.
El primer paso para calcular la desviación estándar es restar cada medición del valor central (media) y luego cuadrar esa diferencia. (Recuerda de tus cursos de matemáticas que cuadrar un número lo está multiplicando por sí mismo y que el resultado siempre es positivo). El siguiente paso es sumar estos valores al cuadrado y dividir por el número de valores menos uno. El último paso es tomar la raíz cuadrada. El resultado puede pensarse como una diferencia promedio. (Si hubiera utilizado el método habitual de tomar un promedio, los números positivos y negativos habrían sumado a cero). Los matemáticos representan la desviación estándar con la letra griega minúscula σ (pronunciada sigma). Si se miden todos los elementos de un grupo, en lugar de solo una muestra, se llama la desviación estándar de la población y en el segundo paso, la suma de los valores al cuadrado se divide por el número total de valores.
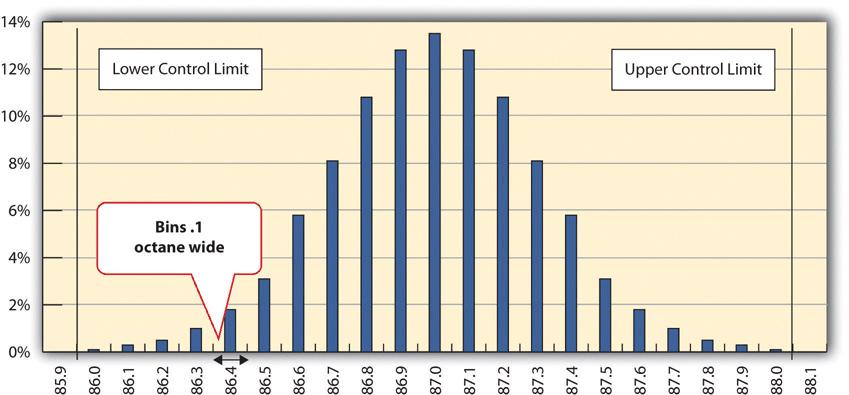
La Figura 14.1 muestra que las mediciones más comunes del índice de octano son cercanas a 87 y que las otras mediciones se distribuyen por igual por encima y por debajo de 87. La forma del gráfico de distribución soporta la suposición del teorema del límite central de que los factores que están afectando el índice de octanaje son aleatorios y tienden a compensarse entre sí, lo que se indica por la forma simétrica. Esta distribución es un ejemplo clásico de una distribución normal. El gerente de control de calidad advierte que ninguna de las mediciones está por encima de 88 o por debajo de 86 por lo que están dentro de los límites de control, y concluye que el proceso está funcionando satisfactoriamente.
Ejemplo: Desviación estándar de muestras de gasolina
El gerente de control de calidad de la refinería utiliza la función de desviación estándar en su programa de hoja de cálculo para encontrar la desviación estándar de las mediciones de la muestra y encuentra que para sus datos, la desviación estándar es de 0.3 octanos. Ella marca el rango en el gráfico de distribución de frecuencias para mostrar los valores que caen dentro de un sigma (desviación estándar) a cada lado de la media (Figura 14.2).
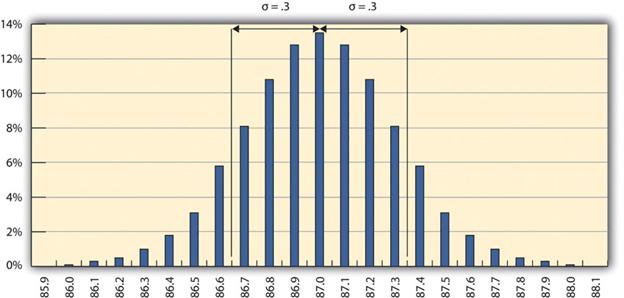
Para distribuciones normales, alrededor del 68.3% de las mediciones se encuentran dentro de una desviación estándar a cada lado de la media. Esta es una regla general útil para analizar algunos tipos de datos. Si la variación entre las mediciones es causada por factores aleatorios que dan como resultado una distribución normal, y alguien te dice la media y la desviación estándar, sabes que un poco más de dos tercios de las mediciones están dentro de una desviación estándar a cada lado de la media. Debido a la forma de la curva, el número de mediciones dentro de dos desviaciones estándar es 95.4%, y el número de mediciones dentro de tres desviaciones estándar es 99.7%. Por ejemplo, si alguien dijera que la estatura promedio (media) para los hombres adultos en Estados Unidos es de 178 cm (70 pulgadas) y la desviación estándar es de aproximadamente 8 cm (3 pulgadas), sabrías que 68% de los hombres en Estados Unidos tienen entre 170 cm (67 pulgadas) y 186 cm (73 pulgadas) de altura. También sabrías que alrededor del 95% de los hombres adultos en Estados Unidos tenían entre 162 cm (64 pulgadas) y 194 cm (76 pulgadas) de alto, y que casi todos ellos (99.7%) miden entre 154 cm (61 pulgadas) y 202 cm (79 pulgadas) de altura. Estas cifras son referidas como la regla 68-95-99.7.
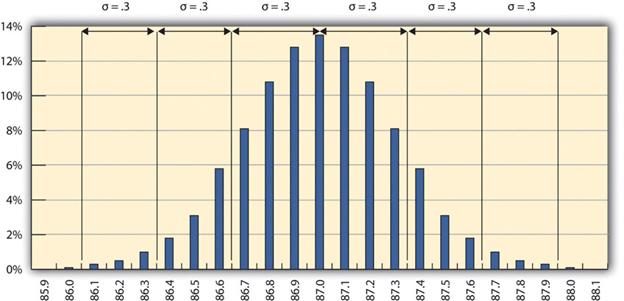
Ejemplo: Gasolina dentro de tres desviaciones estándar
El gerente de control de calidad de la refinería marca los rangos incluidos dentro de dos y tres desviaciones estándar, como se muestra en la Figura 14.3. Algunos productos deben tener menos variabilidad que otros para cumplir con su propósito. Por ejemplo, si se evaluara la calidad de la capacitación diseñada para operar maquinaria altamente especializada y potencialmente peligrosa, se esperaría que la mayoría de los participantes superaran la tasa de aprobación aceptable. Tres desviaciones estándar de los límites de control podrían estar bien para algunos productos pero no para otros. En general, si la media es de seis desviaciones estándar de ambos límites de control, la probabilidad de que una parte supere los límites de control de variación aleatoria es prácticamente cero (2 en 1,000,000,000).
Ejemplo: Un proyecto escalonado mejora la calidad de la gasolina
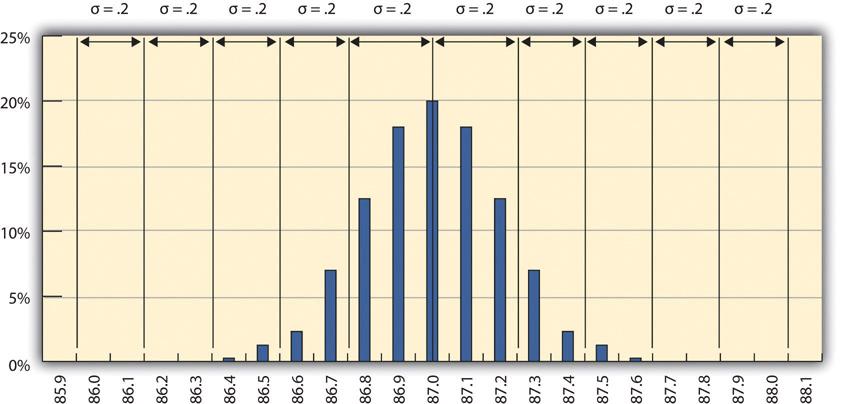
Se instala un nuevo proceso de refinería que produce combustibles con menor variabilidad. El gerente de control de calidad de la refinería toma un nuevo conjunto de muestras y traza un nuevo diagrama de distribución de frecuencias, como se muestra en la Figura 14.4. El gerente de control de calidad de la refinería calcula que la nueva desviación estándar es de 0.2 octanos. A partir de esto, puede utilizar la regla 68-95-99.7 para estimar que 68.3% del combustible producido estará entre 86.8 y 87.2 y que 99.7% estará entre 86.4 y 87.6 octanos. Una forma abreviada de describir esta cantidad de control es decir que se trata de un sistema de producción de cinco sigma, que se refiere a las cinco desviaciones estándar entre la media y el límite de control en cada lado.
Herramientas de planificación de calidad
La alta calidad se logra planificando para ello en lugar de reaccionar a los problemas después de que se identifiquen. Se eligen estándares y se ponen en marcha procesos para lograr esos estándares.
Terminología de medición
Durante la fase de ejecución del proyecto, se muestrean y miden servicios y productos para determinar si la calidad se encuentra dentro de los límites de control de los requerimientos y para analizar las causas de las variaciones. Esta evaluación a menudo la realiza un grupo de control de calidad separado, y el conocimiento de algunos términos de medición del proceso es necesario para comprender sus informes. Varios de estos términos son similares, y es valioso conocer la distinción entre ellos.
El plan de calidad especifica los límites de control del producto o proceso; el tamaño del rango entre esos límites es la tolerancia. Las tolerancias a menudo se escriben como el valor medio, más o menos la tolerancia. Los signos más y menos se escriben juntos, ±.
Ejemplo: Tolerancia en la Producción de Gasolina
La refinería de petróleo optó por establecer sus límites de control para la gasolina de 87 octanos en 86 y 88 octanos. La tolerancia es 87 ± 1.
Se seleccionan herramientas que puedan medir las muestras lo suficientemente cerca como para determinar si las mediciones están dentro de los límites de control y si están mostrando una tendencia. Cada herramienta de medición tiene sus propias tolerancias.
La elección de tolerancia afecta directamente el costo de la calidad (COQ). En general, cuesta más producir y medir productos que tienen pequeñas tolerancias. Los costos asociados con la fabricación de productos con pequeñas tolerancias de variación pueden ser muy altos y no proporcionales a las ganancias. Por ejemplo, si el costo de evaluar cada pantalla tal como se crea en un tutorial en línea es mayor que entregar el producto y solucionar cualquier problema después del hecho, entonces el COQ puede ser demasiado alto y el diseñador instruccional tolerará más defectos en el diseño.
Definición y cumplimiento de las expectativas del cliente
Los clientes proporcionan especificaciones para el proyecto que deben cumplirse para que el proyecto sea exitoso. Recordemos que cumplir con las especificaciones del proyecto es una definición del éxito del proyecto. Los clientes suelen tener expectativas que son más difíciles de capturar en una especificación escrita. Por ejemplo, un cliente querrá ser invitado a cada reunión del proyecto y luego seleccionará las que parezcan más relevantes. Otro cliente querrá ser invitado solo a reuniones de proyectos que necesiten la entrada del cliente. Invitar a este cliente a cada reunión causará una frustración innecesaria. Escuchar al cliente y desarrollar una comprensión de las expectativas que no se captan fácilmente en las especificaciones es importante para cumplir con esas expectativas.
Las encuestas de proyectos pueden capturar cómo el cliente percibe el desempeño del proyecto y proporcionar al equipo del proyecto datos que son útiles para cumplir con las expectativas del cliente. Si los resultados de las encuestas indican que el cliente no está satisfecho con algún aspecto del proyecto, el equipo del proyecto tiene la oportunidad de explorar las razones de esta percepción con el cliente y desarrollar planes de recuperación. La encuesta también puede ayudar a definir qué va bien y qué necesita mejorar.
Fuentes de Información de Planeación
Planear para la calidad es parte del proceso de planeación inicial. Las estimaciones tempranas de alcance, presupuesto y cronograma se utilizan para identificar procesos, servicios o productos donde se debe especificar el grado y la calidad esperados. El análisis de riesgos se utiliza para determinar cuál de los riesgos para el proyecto podría afectar la calidad.
Técnicas
Varias herramientas y técnicas diferentes están disponibles para planificar y controlar la calidad de un proyecto. El grado en que se utilizan estas herramientas está determinado por la complejidad del proyecto y el programa de gestión de calidad en uso por el cliente.
A continuación se presentan las herramientas de planeación de calidad disponibles para el gerente del proyecto.
- El análisis de costo-beneficio consiste en analizar cuánto costarán sus actividades de calidad frente a cuánto ganará al hacerlas. Los costos son fáciles de medir; el esfuerzo y los recursos que se necesitan para hacerlos son como cualquier otra tarea en su horario. Dado que las actividades de calidad en realidad no producen un producto, a veces es más difícil para las personas medir el beneficio. Los principales beneficios son menos reelaboración, mayor productividad y eficiencia, y más satisfacción tanto por parte del equipo como del cliente.
- Benchmarking significa usar los resultados de la planificación de calidad en otros proyectos para establecer metas para el suyo. Podrías encontrar que el último proyecto de tu empresa tuvo 20% menos defectos que el anterior. Deberías querer aprender de un proyecto como ese y poner en práctica cualquiera de las ideas que utilizaron para hacer una mejora tan grande. Los puntos de referencia pueden darte algunos puntos de referencia para juzgar tu propio proyecto incluso antes de comenzar el trabajo.
- Diseño de experimentos es la lista de todo tipo de pruebas que vas a ejecutar en tu producto. Podría enumerar todos los tipos de procedimientos de prueba que realizará, los enfoques que tomará e incluso las pruebas en sí. (En el mundo del software, esto se llama planificación de pruebas).
- Costo de calidad es lo que obtienes al sumar el costo de todas las actividades de prevención e inspección que vas a realizar en tu proyecto. No solo incluye las pruebas. Incluye cualquier tiempo dedicado a escribir estándares, revisar documentos, reunirse para analizar las causas raíz de los defectos, reelaborar para corregir los defectos una vez que son encontrados por el equipo: en otras palabras, absolutamente todo lo que haces para garantizar la calidad en el proyecto. El costo de la calidad puede ser un buen número para verificar para determinar si su proyecto está funcionando bien o tiene problemas. Digamos que tu empresa rastrea el costo de la calidad en todos sus proyectos; entonces podrías saber si estás gastando más o menos de lo que se ha gastado en otros proyectos para que tu proyecto esté a la altura de los estándares de calidad.
- Los gráficos de control se pueden utilizar para definir límites aceptables. Si algunas de las funciones de un proyecto son repetitivas, se pueden utilizar controles estadísticos de procesos para identificar tendencias y mantener los procesos dentro de los límites de control. Parte de la planeación para controlar la calidad de los procesos repetitivos es determinar cuáles son los límites de control y cómo se muestreará el proceso.
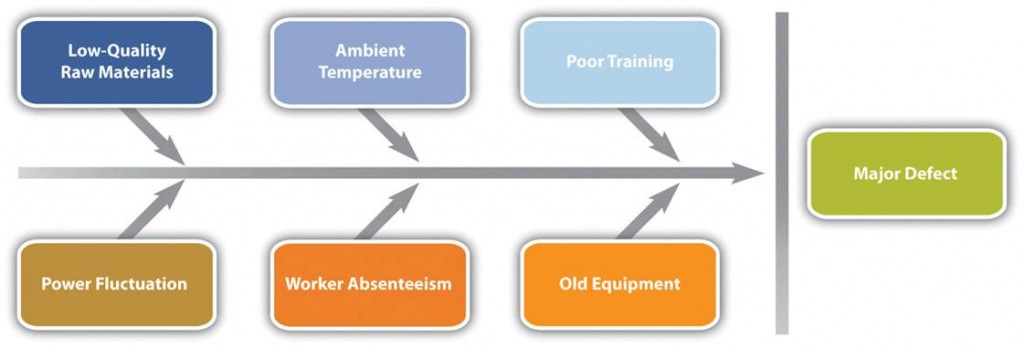
- Los diagramas de causa y efecto pueden ayudar a descubrir problemas. Cuando los gráficos de control indican una causa asignable para una variación, no siempre es fácil identificar la causa de un problema. Las discusiones que pretenden descubrir la causa pueden facilitarse usando un diagrama de causa y efecto o espina de pescado donde se anima a los participantes a identificar posibles causas de un defecto.
Ejemplo: Diagramación de problemas de calidad
Una pequeña empresa manufacturera intenta identificar las causas asignables a las variaciones en su línea de fabricación. Arman un equipo que identifica seis posibilidades:
- Materias primas de baja calidad
- Fluctuación de potencia
- Temperatura ambiente
- Ausentismo obrero
- Mala formación
- Equipo viejo
Cada una de estas posibilidades se organiza en un diagrama de espina de pescado en la Figura 14.5:
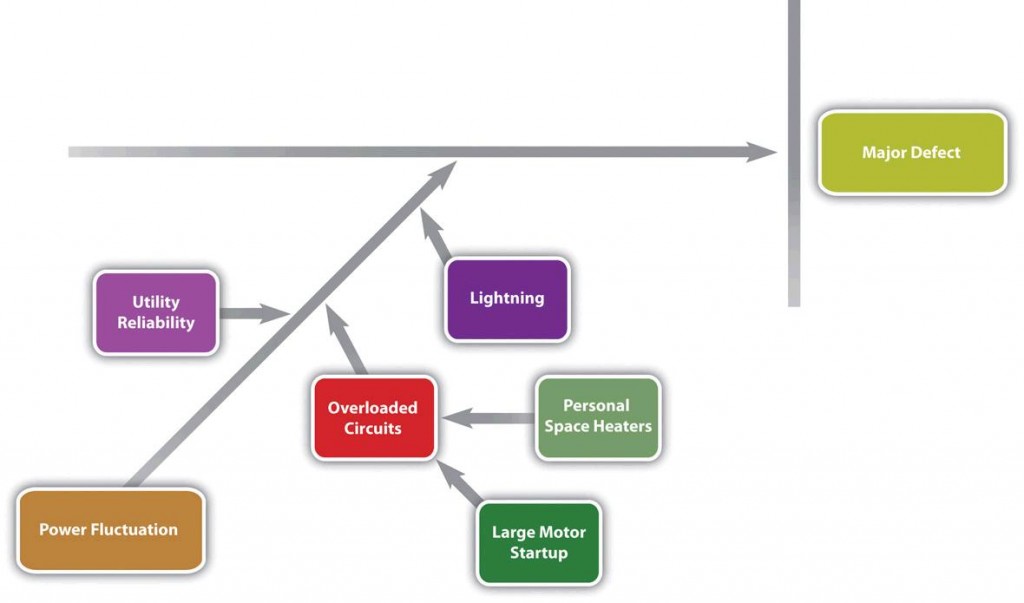
Cada rama del diagrama se puede expandir para dividir una categoría en elementos más específicos. Un ingeniero y un electricista trabajan en una de las ramas para considerar posibles causas de fluctuación de potencia. Identifican:
- Confiabilidad de la utilidad
- Calentadores personales y arranque de motor grande que conducen a circuitos sobrecargados
- Iluminación
Esos ítems se agregan a su parte del diagrama de espina de pescado, como se muestra en la Figura 14.6.
Las hojas de verificación, los histogramas y los gráficos de Pareto se utilizan para resolver varios problemas de calidad. Cuando se produce un problema de control de calidad, un gerente de proyecto debe elegir qué problema abordar primero. Una forma de priorizar los problemas de calidad es determinar cuáles ocurren con mayor frecuencia. Estos datos pueden ser recabados mediante una hoja de verificación, que es una forma básica en la que el usuario puede realizar una verificación en la casilla correspondiente cada vez que se produce un problema o automatizando el proceso de recolección de datos utilizando la tecnología adecuada. Una vez recolectados los datos, se pueden analizar mediante la creación de un tipo de gráfico de distribución de frecuencias llamado histograma. Un histograma verdadero es un gráfico de columnas donde los anchos de las columnas llenan el espacio disponible en el eje x y son proporcionales a los valores de categoría que se muestran en ese eje, mientras que la altura de las columnas es proporcional a la frecuencia de ocurrencias. La mayoría de los histogramas utilizan un ancho de columna para representar una categoría, mientras que el eje vertical representa la frecuencia de ocurrencias.
Una variación del histograma es un gráfico de distribución de frecuencias inventado por el economista Vilfredo Pareto conocido como gráfico de Pareto, en el que las columnas están dispuestas en orden decreciente con las más comunes a la izquierda y una línea agregada que muestra el total acumulado. La combinación de columnas y una línea permite al usuario decir de un vistazo qué problemas son más frecuentes y qué fracción del total representan.
Una vez que tengas tu plan de calidad, conoces tus lineamientos para gestionar la calidad en el proyecto. Tus estrategias para monitorear la calidad del proyecto deben estar incluidas en el plan, así como las razones de todos los pasos que estás dando. Es importante que todos los miembros del equipo comprendan la justificación detrás de las métricas que se utilizan para juzgar el éxito o el fracaso del proyecto.
Aseguramiento de la Calidad
El propósito del aseguramiento de la calidad es crear confianza en que el plan y los controles de calidad funcionan correctamente. Se debe asignar tiempo para revisar el plan de calidad original y comparar ese plan con la forma en que se está asegurando la calidad durante la implementación del proyecto.
Análisis de Procesos
Los diagramas de flujo de los procesos de calidad se comparan con los procesos seguidos durante las operaciones reales. Si no se siguió el plan, se analiza el proceso y se toman medidas correctivas. La acción correctiva podría ser educar a las personas involucradas sobre cómo seguir el plan de calidad, o podría ser revisar el plan.
Los experimentos que muestrean productos y procesos y recopilan datos se examinan para ver si están siguiendo técnicas de muestreo estadísticamente válidas y que los métodos de medición tienen tolerancias lo suficientemente pequeñas como para detectar variaciones dentro de los límites de control.
Debido a que los proyectos son temporales, hay menos oportunidades de aprender y mejorar dentro de un proyecto, especialmente si tiene una duración corta. Pero incluso en proyectos cortos, el gerente de calidad debe tener una manera de aprender de la experiencia y cambiar el proceso para el próximo proyecto de un perfil de complejidad similar.
Ejemplo: Análisis de procesos de calidad en la capacitación en seguridad
Un colegio técnico encargado de capacitar a los empleados en prácticas de plantas seguras evalúa su proceso de selección de instructores al final de la capacitación para ver si tenía los mejores criterios de selección. Por ejemplo, requería que los instructores tuvieran maestrías en manufactura para calificar como instructores universitarios. El colegio utilizó una encuesta de salida de los estudiantes para preguntar qué pensaban que mejoraría la instrucción de futuras clases sobre este tema. Algunos estudiantes consideraron que sería más importante exigir que los instructores cuenten con más años de experiencia formativa, mientras que otros recomendaron que los instructores busquen la certificación en un centro de capacitación. El colegio consideró estas sugerencias y decidió conservar su requisito de maestría pero agregar el requisito de que los instructores estén certificados en seguridad de plantas.
El propósito del aseguramiento de la calidad es generar confianza en el cliente de que se siguen los estándares y procedimientos de calidad. Esto se realiza mediante una revisión interna del plan, pruebas y revisiones de políticas o mediante una auditoría de los mismos ítems realizada por un grupo o agencia externa.
Atribuciones de texto
Este capítulo de Gestión de Proyectos es un derivado del siguiente texto:
- Gestión de Proyectos para Diseñadores Instruccionales por Wiley, et al. © CC BY-NC-SA (Atribución-NoComercial-CompartirIgual)
Atribuciones de medios
- Distribución Normal de Mediciones por Wiley et al © CC BY-NC-SA (Atribución NoComercial CompartirIgual)
- Rango One Sigma por Wylie, et al. © CC BY-NC-SA (Atribución NoComercial CompartirIgual)
- 68-95-99 Regla por Wiley et al © CC BY-NC-SA (Atribución NoComercial CompartirIgual)
- Desviación estándar más pequeña por Wiley et al © CC BY-NC-SA (Atribución NoComercial CompartirIgual)
- Diagrama de Causa y Efecto por Wiley et al © CC BY-NC-SA (Atribución NoComercial CompartirIgual)
- Diagrama de Fluctuación de Potencia por Wiley et al © CC BY-NC-SA (Atribución NoComercial CompartirIgual)