
3.4D: La inevitable pérdida de recuperación
- Page ID
- 73948

Se debe esperar una pérdida de recuperación al realizar una cristalización. Si bien hay formas de maximizar el retorno de los cristales, siempre se perderá una porción del compuesto deseado. Las razones de esto son tanto inherentes al diseño del proceso como mecánicas.
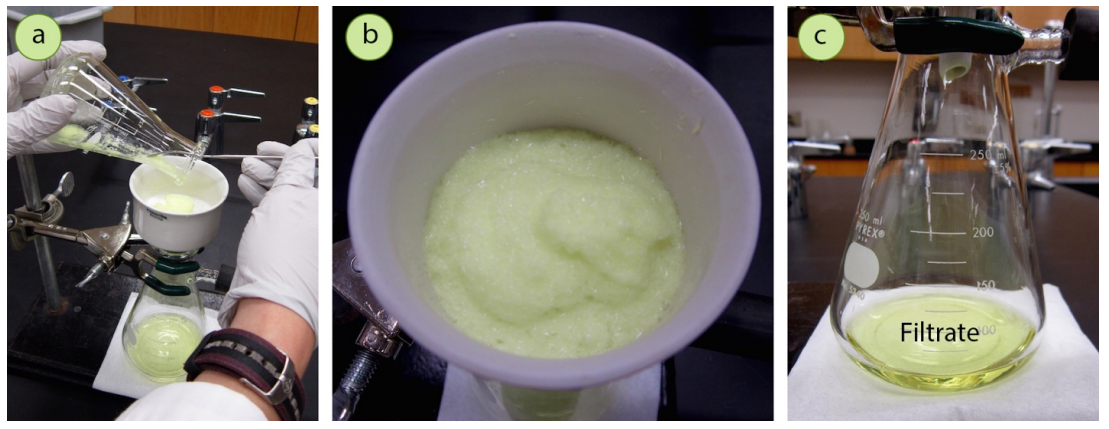
Como se discutió anteriormente, una porción del compuesto de interés permanecerá disuelta en las aguas madres y se filtrará. La Figura 3.24 muestra la filtración por succión con el fin de recuperar el benzilo (un sólido amarillo) que había sido cristalizado a partir de etanol. En la Figura 3.24c es evidente que el filtrado también es amarillo (el líquido que ha pasado a través del papel de filtro), haciendo evidente que algo de bencilo quedó disuelto en el disolvente. Se puede observar evidencia adicional de que algún compuesto siempre se pierde en las aguas madres cuando el disolvente se evapora de goteos sobre la cristalería o la mesa de trabajo, revelando sólidos residuales (Figura 3.25a+b).
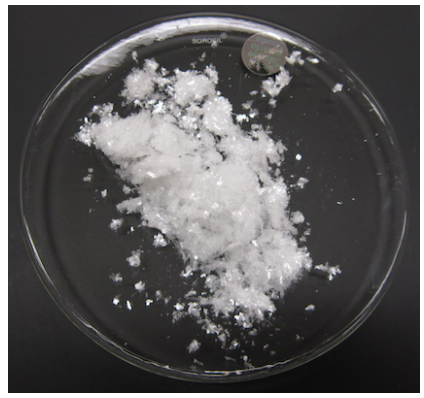
La pérdida de material sólido también se puede presenciar con cada manipulación del sólido. Solo la mayoría de los cristales se pueden raspar delicadamente de la cristalería, el embudo Buchner y el papel de filtro, y siempre habrá un residuo que quedará atrás (Figura 3.25c).

Cuando hay una pérdida tan obvia de rendimiento del sólido que se adhiere a la cristalería, puede parecer prudente usar disolvente para enjuagar más sólidos de los matraces. De hecho, se recomiendan algunos enjuagues con disolvente frío, pero no se recomienda usar disolvente excesivamente en un intento de recuperar cada gránulo de sólido. Cuanto más disolvente se utilice, más compuesto se disolverá en las aguas madres frías, disminuyendo el rendimiento. La pérdida de material por residuos en la cristalería es un aspecto lamentable, pero aceptado de esta técnica.
Para demostrar la pérdida de rendimiento con la cristalización, se cristalizaron varias muestras puras de acetanilida y benzilo. El uso de muestras puras permitió que cualquier pérdida de material se debiera únicamente a la solubilidad en las aguas madres y a la adhesión a la cristalería, no por la exclusión de impurezas, que también tienen masa. De muchos ensayos de cristalización de acetanilida a partir de agua caliente usando diferentes escalas (entre\(0.5 \: \text{g}\) -\(1.5 \: \text{g}\) cada vez), las recuperaciones fueron sorprendentemente consistentes, entre\(60\) -\(65\%\) (Figura 3-26). De muchos ensayos de cristalización de benzil a partir de etanol caliente usando diferentes escalas (entre\(0.5 \: \text{g}\) -\(4.5 \: \text{g}\) cada vez), las recuperaciones también fueron bastante consistentes, entre\(87\) -\(92\%\) (el benzil es el sólido amarillo en la Figura 3.24). En todas las situaciones, la recuperación de sólidos nunca lo fue\(100\%\). Además, la recuperación típica para los dos sistemas fue diferente, siendo la explicación más lógica que hubo un mayor porcentaje de compuesto perdido en las aguas madres con acetanilida que con bencilo.
Es común que los nuevos estudiantes de química orgánica se sientan decepcionados por un bajo rendimiento (¡nada menos que\(95\%\)!) , y preocuparse de que de alguna manera sea su culpa. A menudo, los estudiantes se inclinan a citar el “error del usuario” como causa principal de pérdida de rendimiento en cualquier proceso. Aunque derramar sólidos sobre la mesa de trabajo o la adición de demasiado disolvente, por supuesto, comprometerá el rendimiento, la modesta recuperación de acetanilida en esta sección debería demostrar que a veces rendimientos bajos son inherentes al proceso y al disolvente elegido.